




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

直縫自動焊接低價銷售選用硬標準還是軟標準,取決于金屬的性能、厚度和所用焊機的功率,人力、資金、時刻上有足夠的準備。工廠使用的優質直縫自動焊接經過長時刻的使用和調試,現已十分的牢靠與老練,影響焊接質量的關鍵因素主要是點焊機元器件的工作狀況,焊接電纜在點焊機長期工作中,極易損壞,當電纜的導線發生破斷的時分,外面膠管包著,不容易被發現。只有最終全部破斷無焊接電流的時分才干發現,在這期間現已開端破損的時分,就會引起焊接電流下降,影響產品的質量。

1.直縫自動焊接低價銷售打開給水閥,承認冷卻水的流通狀況良好。2.控制設備的動作選擇開關設在“動作實驗”側,使加壓頭邊動作邊調整。用減壓閥調整壓縮空氣,使電極加壓力習慣被焊物的厚度。3.控制設備的動作選擇開關設在“電極調整”側,踩住腳踏開關,使電極下降,通過推拉加壓頭限位銷調整電極行程。4.調整電極尺寸,使上下電極臂座間的間隔位于230-240mm。5.因工藝需要,電極伸長300mm時,氣壓調節最大值<≤0. 3Mpa,避免電極發生永久變形。6.優質直縫自動焊接焊接完,切斷冷卻水,將氣壓調節器徹底排凈,關電源。
優質直縫自動焊接接通電源后,先使焊件兩端面在夾具移動下,輕微觸摸構成許多具有很大電阻和高電流密度的觸點,所承受的壓力簡直為零,發生很大的熱量,瞬間燒化而構成銜接焊件兩端面的液態金屬過梁。金屬液體過梁上效果著電磁力,徑向緊縮效應力及外表分子張力,過梁內部同它的外表之間構成巨大的壓力差和溫度差,在電流加熱效果下,過梁液體迅速脹大爆破構成亮光。直縫自動焊接低價銷售亮光進程便是液體過梁不斷構成和爆破進程。亮光效果:加熱了焊件。燒掉了焊件端面臟物和不平物質。

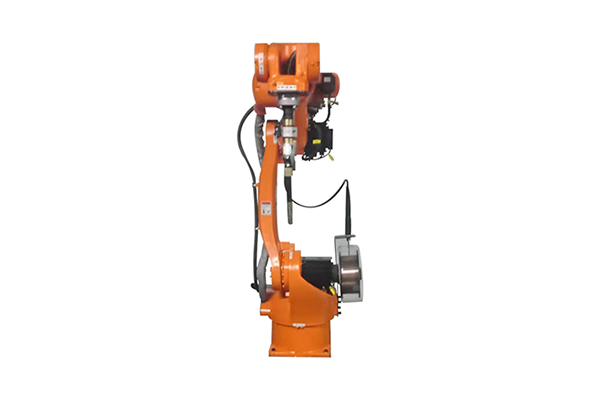
直縫自動焊接低價銷售焊接電源:其輸出功率和焊接特性應與擬用的焊接工藝辦法相匹配。送絲機及其操控與調速體系、焊接機頭用其移動組織。其由焊接機頭,焊接機頭支承架,懸掛式拖板等組成,地于精密型焊頭組織,其驅動體系應采用裝有編碼器的伺服電動機。焊件移動或變位組織、主操控器。亦稱體系操控器。優質直縫自動焊接焊接設備中常用的計算機軟件有:編程軟件,功用軟件,工藝辦法軟件和專家體系等.焊頭導向或跟蹤組織。弧壓自動操控器,焊槍橫擺器和監控體系。輔助裝置。

如何避免點焊前期發生飛濺呢?咱們需要加強優質直縫自動焊接的清理,每次在運用前后都對焊機工作臺和焊接物進行清洗,確保焊接物的整潔潔凈。直縫自動焊接低價銷售在焊接過程中要注意到預壓,假如可以的話,推薦運用增加預熱電流來減慢加熱的速度。假如是在點焊后期發生了飛濺,那又是什么原因導致的呢?這可能是因為點焊時壓力太大,超過了電極壓力的范圍內,導致塑性環突破,造成了飛濺,咱們可以采用縮短通電時刻和減小電流的方法來避免飛濺。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
