




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室
自動(dòng)焊接設(shè)備廠家在焊接過(guò)程中發(fā)生飛濺或許會(huì)影響到焊點(diǎn)的強(qiáng)度,對(duì)正在作業(yè)的工人發(fā)生影響,如果在點(diǎn)焊的前期發(fā)現(xiàn)呈現(xiàn)飛濺現(xiàn)象了,那么有以下或許:或許是焊接物體的外表不潔凈,沒(méi)有進(jìn)行整理或許沒(méi)有整理潔凈。在運(yùn)用優(yōu)質(zhì)自動(dòng)焊接設(shè)備時(shí),要注意到對(duì)中頻逆變點(diǎn)焊機(jī)工作件的清潔,這樣焊接會(huì)更好。有或許是因?yàn)辄c(diǎn)焊機(jī)與焊接物品接觸面上的壓強(qiáng)分布不均勻,導(dǎo)致局部電流密度過(guò)高,然后導(dǎo)致了焊接物的早期熔化,而導(dǎo)致了飛濺情況的發(fā)生。

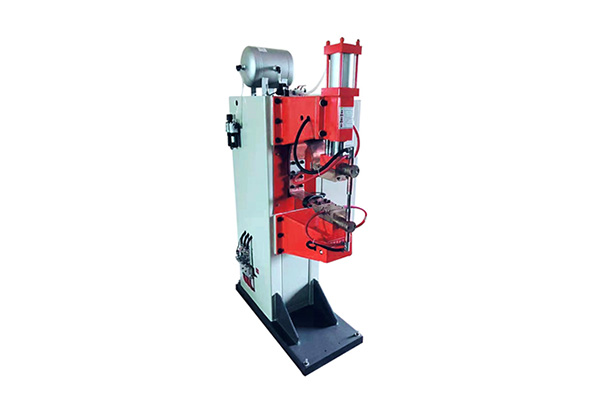
自動(dòng)焊接設(shè)備廠家鋼焊件焊前須清除一切臟物、油污、氧化皮及鐵銹,對(duì)熱軋鋼,最好把焊接處先經(jīng)過(guò)酸洗、噴砂或用砂輪清除氧化皮。先接通冷卻水后再接通電源準(zhǔn)備焊接。優(yōu)質(zhì)自動(dòng)焊接設(shè)備焊接進(jìn)程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,在持續(xù)壓下腳踏板時(shí),電源觸頭開關(guān)接通,于是變壓器開端作業(yè)次級(jí)回路通電使焊件加熱。當(dāng)焊接必定時(shí)間后松開腳踏板時(shí)電極上升,借繃簧的拉力先切斷電源而后恢復(fù)原狀,單點(diǎn)焊接進(jìn)程即告結(jié)束。

優(yōu)質(zhì)自動(dòng)焊接設(shè)備每天運(yùn)用完后,需順次進(jìn)行以下操作,保證中頻點(diǎn)焊機(jī)、自動(dòng)焊接設(shè)備廠家龍門點(diǎn)焊機(jī)長(zhǎng)期安全運(yùn)轉(zhuǎn)。關(guān)掉MCCB開關(guān)或配電開關(guān)。按動(dòng)濾水器下的白色按鈕,排出儲(chǔ)存在里面的水。關(guān)掉氣源,拔掉氣喉,假如油霧器中的潤(rùn)滑油太少,低于最低刻度,應(yīng)向油霧器中添加潤(rùn)滑油。(必須運(yùn)用適於氣缸運(yùn)用之潤(rùn)滑油,油霧器按客戶需要安裝)關(guān)掉冷卻水水源。留意:冬季環(huán)境溫度低于0℃時(shí),在中頻點(diǎn)焊機(jī)、龍門點(diǎn)焊機(jī)運(yùn)用完后,需將冷卻水管中的水排掉并用壓縮空氣吹去冷卻水管內(nèi)的剩水,避免水管凍裂。

自動(dòng)焊接設(shè)備廠家選用強(qiáng)規(guī)范焊接,即大電流短時(shí)間,讓工件直接觸電阻產(chǎn)熱增大,電極散熱下降。1、選用不同外表直徑的電極,在薄件或?qū)щ姟?dǎo)熱性好的工件一側(cè)選用較小直徑,以增加這一側(cè)的電流密度、并減小電極散熱的影響;2、優(yōu)質(zhì)自動(dòng)焊接設(shè)備選用工藝墊片:在薄件或?qū)щ姟?dǎo)熱性好的工件一側(cè)墊- 塊由導(dǎo)熱性較差的金屬制成的墊片,以削減這一一側(cè)的散熱;3、選用不同的電極材料,在薄件或?qū)щ姟?dǎo)熱性好的工件一側(cè)采 用導(dǎo)熱性較差的銅合金,以削減這一側(cè)的熱丟失。

首先電極資料一般可以分為優(yōu)質(zhì)自動(dòng)焊接設(shè)備電極、凸焊電極及釬焊電極。自動(dòng)焊接設(shè)備廠家的材料一般是洛鋯青銅,或者是鈹銅。使用中要注意:1、中頻點(diǎn)焊機(jī)有必要常常修磨,保證平整度,表面潤(rùn)滑不粗糙,及電極頭的直徑一-般在3-6毫米;2、凸焊電極的平整度要求就更高,要常常測(cè)試保證焊接質(zhì)量;3、釬焊電極除了保證平整度外,注意不要我工件操作避免壓壞電極中頻點(diǎn)焊機(jī)還得有一定剛性,避免壓力下板材變形;4、根據(jù)釬焊焊接時(shí)的特性,- 般也有用合金刀頭做釬焊電極的,實(shí)踐應(yīng)用中我們多試試吧。

在銅鋁管自動(dòng)焊接設(shè)備廠家沒(méi)有呈現(xiàn)曾經(jīng),壓縮機(jī)的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現(xiàn)在銅鋁管對(duì)中頻點(diǎn)焊機(jī),適用于空調(diào)、冰箱等制冷職業(yè),選用氣動(dòng)夾緊氣動(dòng)項(xiàng)鍛焊接,能精確設(shè)定壓力,焊接電流及焊接時(shí)間,只需踏一下腳踏開關(guān),就能完結(jié)整個(gè)焊接程序,質(zhì)量穩(wěn)定可靠、使用方便、操作介面直觀、工藝調(diào)試簡(jiǎn)單,進(jìn)程操控選用微機(jī)操控,氣動(dòng)原件選用最新進(jìn)口氣缸組件,優(yōu)質(zhì)自動(dòng)焊接設(shè)備這種焊接具有焊接效率高、外形美觀、強(qiáng)度高、致密性好、無(wú)假焊、無(wú)夾渣、無(wú)氣孔、焊接進(jìn)程穩(wěn)定等優(yōu)點(diǎn)。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場(chǎng)工業(yè)路22號(hào)101室

微信號(hào)
