




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室
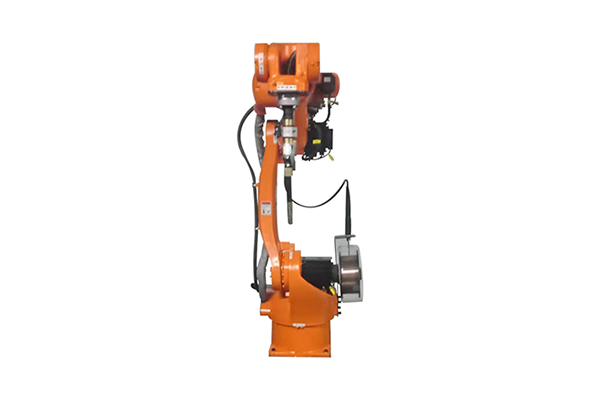
1、自動焊接設備低價銷售焊接質量,中頻溝通點焊機是將工頻(50Hz)溝通變換為中頻(數百Hz)溝通輸出,時間分辨率比工頻進步,控制精度進步;逆變直流點焊機的逆變頻率較高,控制精度更高。中頻溝通點焊機輸出電流受次級輸出回路變化影響大,逆變直流電阻點焊機不受影響。2、供應自動焊接設備焊接速度,兩種焊機焊接速度挨近,但由于熱效率的不同,逆變直流電阻點焊機要快些。在焊接電流要求較大的場合,首推逆變直流電阻點焊機。3、節能效果,中頻溝通點焊機變壓器損耗較工頻溝通點焊機大大降低。

自動焊接設備低價銷售選用強規范焊接,即大電流短時間,讓工件直接觸電阻產熱增大,電極散熱下降。1、選用不同外表直徑的電極,在薄件或導電、導熱性好的工件一側選用較小直徑,以增加這一側的電流密度、并減小電極散熱的影響;2、供應自動焊接設備選用工藝墊片:在薄件或導電、導熱性好的工件一側墊- 塊由導熱性較差的金屬制成的墊片,以削減這一一側的散熱;3、選用不同的電極材料,在薄件或導電、導熱性好的工件一側采 用導熱性較差的銅合金,以削減這一側的熱丟失。

在自動焊接設備低價銷售焊接時,有以為人往往誤焊點越多越牢固,其實焊點越多越不牢固,悍點質量會變得很差。造成這種問題的原因便是焊點的分流現象,分流跟資料的電阻率和導電通路有關,實際上每一個焊點都是電流通路,一般供應自動焊接設備接時,在構成第一個焊點后,第N個焊點焊接時電極接觸工件時的電阻遠遠小于到前一個焊點的電阻,所以分流很小,可以構成很好的焊點,當然如果間距太小分流夠大的話 ,下個焊點的質量會遠遠低于前一個焊點的焊接質量。

供應自動焊接設備的一個焊接循環內科同時焊接多個焊點,一次能焊多少個焊點,取決于自動焊接設備低價銷售對每個凸點能施加的均勻電極力和焊接電流大小。能用較小的凸點同時焊接多點,可得變形小的焊接構件。將凸點設置于一個零件上,較大限度地減輕另一零件外露表面的痕跡。焊接電流集中在凸點上,不存在通過相鄰焊點的分流問題,所以可以采用較小的搭接量和較小的點距。凸焊點的位置比點焊點的位置更準確,凸焊焊點的尺寸可比電焊焊點小。凸焊采用平面大電極,延長了使用壽命。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
