




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室

6軸機(jī)器人廠家系選用雙面雙點(diǎn)過流焊接的原理,作業(yè)時(shí)兩個(gè)電極加壓工件使兩層金屬在兩電極的壓力下構(gòu)成必定的觸摸電阻,而焊接電流從一電極流經(jīng)另一電極時(shí)在兩觸摸電阻點(diǎn)構(gòu)成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構(gòu)成回路,不傷及被焊工件的內(nèi)部結(jié)構(gòu)。供應(yīng)6軸機(jī)器人點(diǎn)焊的工藝進(jìn)程為開通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構(gòu)成熔核;斷電后堅(jiān)持壓力,使熔核在壓力下冷卻凝固。
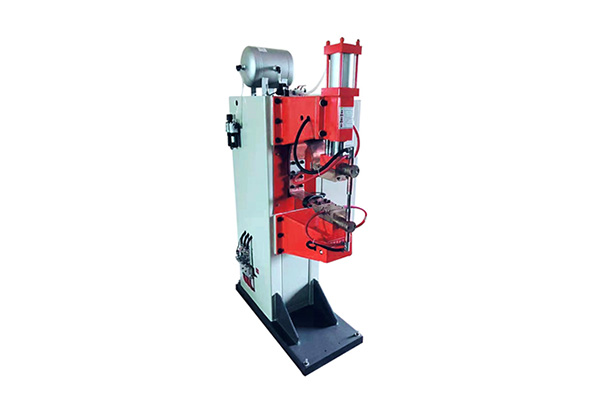
在銅鋁管6軸機(jī)器人廠家沒有呈現(xiàn)曾經(jīng),壓縮機(jī)的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現(xiàn)在銅鋁管對(duì)中頻點(diǎn)焊機(jī),適用于空調(diào)、冰箱等制冷職業(yè),選用氣動(dòng)夾緊氣動(dòng)項(xiàng)鍛焊接,能精確設(shè)定壓力,焊接電流及焊接時(shí)間,只需踏一下腳踏開關(guān),就能完結(jié)整個(gè)焊接程序,質(zhì)量穩(wěn)定可靠、使用方便、操作介面直觀、工藝調(diào)試簡單,進(jìn)程操控選用微機(jī)操控,氣動(dòng)原件選用最新進(jìn)口氣缸組件,供應(yīng)6軸機(jī)器人這種焊接具有焊接效率高、外形美觀、強(qiáng)度高、致密性好、無假焊、無夾渣、無氣孔、焊接進(jìn)程穩(wěn)定等優(yōu)點(diǎn)。

1.6軸機(jī)器人廠家打開給水閥,承認(rèn)冷卻水的流通狀況良好。2.控制設(shè)備的動(dòng)作選擇開關(guān)設(shè)在“動(dòng)作實(shí)驗(yàn)”側(cè),使加壓頭邊動(dòng)作邊調(diào)整。用減壓閥調(diào)整壓縮空氣,使電極加壓力習(xí)慣被焊物的厚度。3.控制設(shè)備的動(dòng)作選擇開關(guān)設(shè)在“電極調(diào)整”側(cè),踩住腳踏開關(guān),使電極下降,通過推拉加壓頭限位銷調(diào)整電極行程。4.調(diào)整電極尺寸,使上下電極臂座間的間隔位于230-240mm。5.因工藝需要,電極伸長300mm時(shí),氣壓調(diào)節(jié)最大值<≤0. 3Mpa,避免電極發(fā)生永久變形。6.供應(yīng)6軸機(jī)器人焊接完,切斷冷卻水,將氣壓調(diào)節(jié)器徹底排凈,關(guān)電源。

供應(yīng)6軸機(jī)器人是依據(jù)電容儲(chǔ)能迅速放電,輸出大電流來完成焊接。因?yàn)殡娙輧?chǔ)能瞬間放電輸出大電流的特點(diǎn),焊接工件外表痕跡很小,產(chǎn)品美觀。6軸機(jī)器人廠家采用電容貯存能量而在瞬間釋放出大電流,對(duì)電網(wǎng)沖擊小;因?yàn)楹附訒r(shí)間短、中頻點(diǎn)焊機(jī)電流大,使得因?yàn)楹附舆^程所發(fā)生的熱量引起工件過熱氧化和變形等狀況減少至最小;焊接壓力可以經(jīng)過壓簧調(diào)整設(shè)定;能焊接鐵金屬、不銹鋼,也能焊接銀、銅、鋁等難焊金屬以及非相同金屬之焊接。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場工業(yè)路22號(hào)101室

微信號(hào)
