




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號101室
(1)中頻焊機(jī)低價銷售要調(diào)節(jié)好電極桿的位置后再進(jìn)行中頻點(diǎn)焊機(jī)焊接,電極要恰好能夠壓到焊件;(2)能夠根據(jù)焊件的厚度和材質(zhì)來挑選電流調(diào)節(jié)開關(guān)的級數(shù);(3)先接通冷卻水,然后再接通電源,進(jìn)行中頻點(diǎn)焊機(jī)焊接了;(4)在優(yōu)質(zhì)中頻焊機(jī)焊接前,要對焊件進(jìn)行清潔,中頻點(diǎn)焊機(jī)焊接處不能有臟污、氧化皮等,否則會影響中頻點(diǎn)焊機(jī)焊接質(zhì)量和使用壽命;(5)中頻,點(diǎn)焊機(jī)焊接時的參數(shù),比如中頻點(diǎn)焊機(jī)焊接電流,應(yīng)根據(jù)焊件的狀況來定,金屬導(dǎo)電率越高,則中頻點(diǎn)焊機(jī)焊接電流密度越大,所以中頻點(diǎn)焊機(jī)焊接時刻要縮短。

優(yōu)質(zhì)中頻焊機(jī)每天運(yùn)用完后,需順次進(jìn)行以下操作,保證中頻點(diǎn)焊機(jī)、中頻焊機(jī)低價銷售龍門點(diǎn)焊機(jī)長期安全運(yùn)轉(zhuǎn)。關(guān)掉MCCB開關(guān)或配電開關(guān)。按動濾水器下的白色按鈕,排出儲存在里面的水。關(guān)掉氣源,拔掉氣喉,假如油霧器中的潤滑油太少,低于最低刻度,應(yīng)向油霧器中添加潤滑油。(必須運(yùn)用適於氣缸運(yùn)用之潤滑油,油霧器按客戶需要安裝)關(guān)掉冷卻水水源。留意:冬季環(huán)境溫度低于0℃時,在中頻點(diǎn)焊機(jī)、龍門點(diǎn)焊機(jī)運(yùn)用完后,需將冷卻水管中的水排掉并用壓縮空氣吹去冷卻水管內(nèi)的剩水,避免水管凍裂。

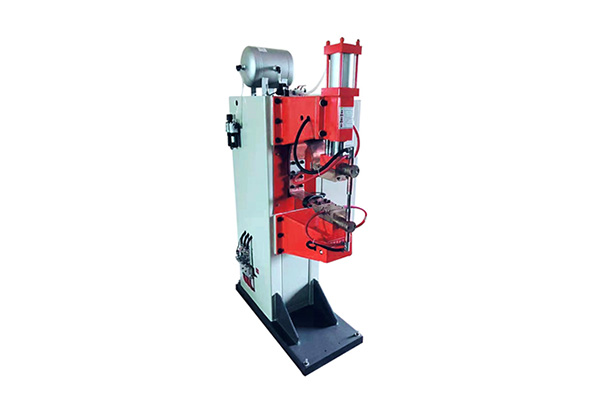
在銅鋁管中頻焊機(jī)低價銷售沒有呈現(xiàn)曾經(jīng),壓縮機(jī)的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現(xiàn)在銅鋁管對中頻點(diǎn)焊機(jī),適用于空調(diào)、冰箱等制冷職業(yè),選用氣動夾緊氣動項(xiàng)鍛焊接,能精確設(shè)定壓力,焊接電流及焊接時間,只需踏一下腳踏開關(guān),就能完結(jié)整個焊接程序,質(zhì)量穩(wěn)定可靠、使用方便、操作介面直觀、工藝調(diào)試簡單,進(jìn)程操控選用微機(jī)操控,氣動原件選用最新進(jìn)口氣缸組件,優(yōu)質(zhì)中頻焊機(jī)這種焊接具有焊接效率高、外形美觀、強(qiáng)度高、致密性好、無假焊、無夾渣、無氣孔、焊接進(jìn)程穩(wěn)定等優(yōu)點(diǎn)。

長處:優(yōu)質(zhì)中頻焊機(jī)亮光對焊機(jī)運(yùn)用市電能源,能快速的將電能轉(zhuǎn)換為熱能,電焊機(jī)適合在枯燥的環(huán)境下作業(yè),剩余關(guān)于環(huán)境沒有太多要求,因體積細(xì)巧,操作簡單,運(yùn)用方便,速度較快,焊接后焊縫健壯等特點(diǎn)被廣泛應(yīng)用于各個領(lǐng)域。中頻焊機(jī)低價銷售最大的長處在于對要求強(qiáng)度很高的制件特別有用,可以快速將同種金屬材料(也可將異種金屬銜接,僅僅焊接方法不同)永久性的焊接上去。焊縫經(jīng)熱處理后,與母材平等強(qiáng)度,密封性良好,這大大解決了貯存氣體和液體容器的密封和強(qiáng)度等問題.

將220V和380V交流電變?yōu)榈蛪旱闹绷麟姡?a href="/tag/%E4%B8%AD%E9%A2%91%E7%84%8A%E6%9C%BA" target="_blank">中頻焊機(jī)低價銷售一般按輸出電源品種可分為兩種,一種是交流電源的;一種是直流電的。直流的優(yōu)質(zhì)中頻焊機(jī)可以說也是一個大功率的整流器,分正負(fù)南北極,交流電輸入時,經(jīng)變壓器變壓后,再由整流器整流,然后輸出具有下降外特性的電源,輸出端在接通和斷開時會發(fā)生巨大的電壓變化,南北極在瞬間短路時點(diǎn)燃電弧,利用發(fā)生的電弧來熔化電焊條和焊材,冷卻后來達(dá)到使它們結(jié)合的意圖。焊接變壓器有本身的特色,外特性就是在焊條點(diǎn)燃后電壓急劇下降的特性。

中頻焊機(jī)低價銷售焊接電流是影響析熱的主要因素,析熱量與電流的平方成正比。低于下限時,熱量過小,不能構(gòu)成熔核;高于上限,加熱速度過快,會發(fā)作飛濺,使焊點(diǎn)質(zhì)量下降。當(dāng)電極力增加時,發(fā)作飛濺的焊接電流上限值也增加。在生產(chǎn)中當(dāng)電極力給守時,經(jīng)過調(diào)節(jié)焊接電流,使其稍低于飛濺電流值,便可獲得要求的點(diǎn)焊強(qiáng)度。優(yōu)質(zhì)中頻焊機(jī)焊接電流脈沖形狀及電流的波形對焊接質(zhì)量有影響。從工藝上看,焊接電流波形陡升與陡降會因加熱和冷卻速度過快而引起飛濺或熔核發(fā)作縮短性的問題。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場工業(yè)路22號101室

微信號
