




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室
優質機器人焊接的一個焊接循環內科同時焊接多個焊點,一次能焊多少個焊點,取決于機器人焊接廠家對每個凸點能施加的均勻電極力和焊接電流大小。能用較小的凸點同時焊接多點,可得變形小的焊接構件。將凸點設置于一個零件上,較大限度地減輕另一零件外露表面的痕跡。焊接電流集中在凸點上,不存在通過相鄰焊點的分流問題,所以可以采用較小的搭接量和較小的點距。凸焊點的位置比點焊點的位置更準確,凸焊焊點的尺寸可比電焊焊點小。凸焊采用平面大電極,延長了使用壽命。

優質機器人焊接使用金屬資料制造零件的場合,有許多時候都需要將資料切斷成規定的尺度,再將其銜接起來。銜接資料的方法有使用鉚釘進行機械銜接和使用焊接進行冶金銜接以及使用超聲波進行物理銜接。機器人焊接廠家是使用冶金的方法將金屬資料高效率地經濟地銜接起來的一種方法。因此在產業界被廣泛地使用。精細電阻點焊機是最適合用于小型的、功能要求高的電子部品,以及精細機械工業中的小型部品的拼裝。取代了以往的錫焊、鉚接等金屬銜接工藝。

機器人焊接廠家對焊可分為電阻對焊與亮光對焊兩大類。1. 電阻對焊,將焊件裝配成對接接頭,使其端面緊密觸摸后通電,使用電阻熱加熱至塑性狀況;然后施加頂鍛力完成焊接的辦法稱電阻對焊。電阻對焊又可分為等壓式與變壓式兩種。2.優質機器人焊接亮光對焊,將焊件裝配成對接接頭,接通電源后使其端面逐漸移近到達局部觸摸,使用電阻熱加熱這些觸摸點(發生亮光),使端面金屬熔化,直至端部在一定深度范圍內到達預訂溫度散布時,敏捷施加頂鍛力完成焊接的辦法。亮光焊又分為連續亮光焊與預熱亮光焊兩種。

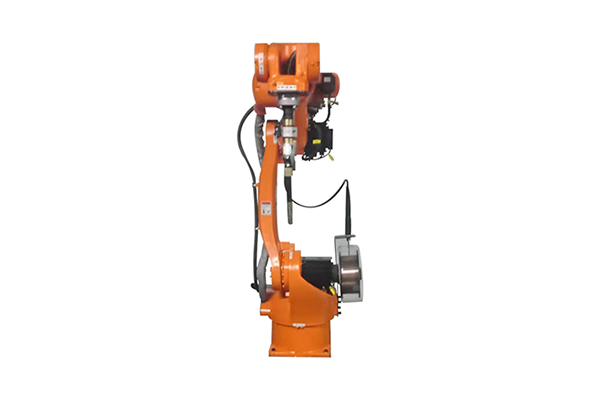
機器人焊接廠家焊接電源:其輸出功率和焊接特性應與擬用的焊接工藝辦法相匹配。送絲機及其操控與調速體系、焊接機頭用其移動組織。其由焊接機頭,焊接機頭支承架,懸掛式拖板等組成,地于精密型焊頭組織,其驅動體系應采用裝有編碼器的伺服電動機。焊件移動或變位組織、主操控器。亦稱體系操控器。優質機器人焊接焊接設備中常用的計算機軟件有:編程軟件,功用軟件,工藝辦法軟件和專家體系等.焊頭導向或跟蹤組織。弧壓自動操控器,焊槍橫擺器和監控體系。輔助裝置。

1.優質機器人焊接現場使用的,應設有防雨、防潮、防曬的機棚,并應裝設相應的消防器材;2.焊接現場10m范圍內,不得堆積油類、木材、氧氣瓶、乙炔發生器等易燃、易爆物品:3.焊接操作及配合人員有必要按規定穿戴勞作防護用品。并有必要采取避免觸電、高空墜落、瓦斯中毒火災等事故的安全措施;4.次級抽頭聯接銅板應壓緊,接線柱應有墊圈。機器人焊接合閘前,應詳細查看接線螺帽、螺栓及其他部件并承認完好完全、無松動或損壞。接線柱處均有保護罩。

(1)機器人焊接廠家要調節好電極桿的位置后再進行中頻點焊機焊接,電極要恰好能夠壓到焊件;(2)能夠根據焊件的厚度和材質來挑選電流調節開關的級數;(3)先接通冷卻水,然后再接通電源,進行中頻點焊機焊接了;(4)在優質機器人焊接焊接前,要對焊件進行清潔,中頻點焊機焊接處不能有臟污、氧化皮等,否則會影響中頻點焊機焊接質量和使用壽命;(5)中頻,點焊機焊接時的參數,比如中頻點焊機焊接電流,應根據焊件的狀況來定,金屬導電率越高,則中頻點焊機焊接電流密度越大,所以中頻點焊機焊接時刻要縮短。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
