




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室
采購圓管自動焊接設備只有一個焊接脈沖,該脈沖產生高熱同時焚毀絕緣涂層和消融銅導線而焊接,銅線焊接后變成扁平形。盡管大部分的絕緣涂層被消融排出焊接區域,但仍有部分蒸發物因發熱時刻過短(<20mS)而無法排出焊接區域,因此在焊件底材與銅線之間會發現一一些絕緣層殘留物。圓管自動焊接設備廠家主脈沖焊接前用預熱脈沖去除絕緣導線的涂層可改善此絕緣層此絕緣層留物問題。建議設置預熱參數:電壓等于主脈沖的80%,壓力等于主脈沖的70%, 時刻等于主脈沖的150%。

1.采購圓管自動焊接設備毫秒級焊接時刻,焊接質量更有保障;2.借助次級恒定電流調節,實現了閉環控制的高質量焊接;3.較高的功率密度減少了焊接時刻4.無故障的監控和記錄為焊接提供了質量保證;5.較小的設備功率和對稱的電網負載減少了安裝本錢; 6.圓管自動焊接設備廠家經過理想的功率因數實現了低耗能;7.特別合適焊接鋁、不銹鋼、涂層板和高強度鋼板;8.可實現具有不同導熱性能資料的結合,如,鋁和鋼;9.由于能量快速、密布地輸入,使得工件內部幾乎沒有熱量丟失;10.顯著變輕的變壓器使其應用于中頻點焊機成為可能;

如何避免點焊前期發生飛濺呢?咱們需要加強采購圓管自動焊接設備的清理,每次在運用前后都對焊機工作臺和焊接物進行清洗,確保焊接物的整潔潔凈。圓管自動焊接設備廠家在焊接過程中要注意到預壓,假如可以的話,推薦運用增加預熱電流來減慢加熱的速度。假如是在點焊后期發生了飛濺,那又是什么原因導致的呢?這可能是因為點焊時壓力太大,超過了電極壓力的范圍內,導致塑性環突破,造成了飛濺,咱們可以采用縮短通電時刻和減小電流的方法來避免飛濺。

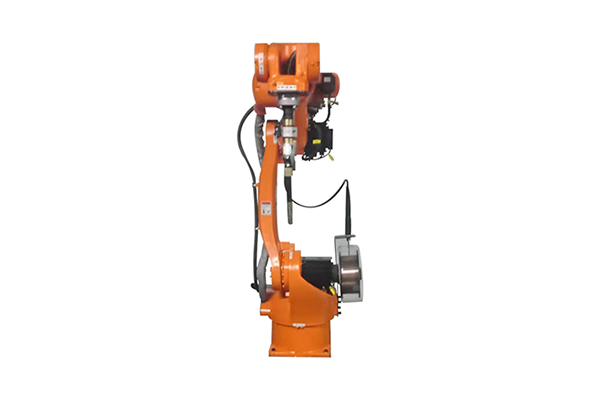
圓管自動焊接設備廠家選用的主動行走機構,焊槍氣動定位,各種動作敏捷準確,作業功用穩定牢靠。體系操控器,首要用于各組成部分的聯動操控,焊接程序的操控,首要焊接參數的設定,調整和顯示。必要時可擴展故障診斷和人機對話等操控功用。采購圓管自動焊接設備焊接機架選用移動機構,其由焊接機頭,焊接機頭支承架,懸掛式拖板等組成,關于精細型焊頭機構,其驅動體系應選用裝有編碼器的伺服電動機。熔化極氣體維護焊、電阻焊、電子束焊,激光焊、高頻焊、氣焊、爆破焊等都是設備常用的焊接工藝辦法。

采購圓管自動焊接設備在一些工件的加工中,需求用到些專業設備,如點焊機、對焊機等。在運用時要注意安全,尤其是避免觸電,今日我們就請圓管自動焊接設備廠家點焊機廠家講講怎樣避免對焊機觸電。1.要求對焊機的機殼接地,盡用人工接地體,主要是避免碰殼后有帶損傷工作人員。2.沒有外殼的電焊鉗是不可以運用的。3.若是要替換焊條,必定戴手套 ,假如衣服濕,是不能碰金屬物的。4.假如要修理對焊機,必定要斷開電源。而且要檢驗停電,才可以修理。5.若是移動,也要切斷電源。6.假如工作中停電,要馬上封閉電源。

采購圓管自動焊接設備焊接時應先調理電極桿的位置,使電極剛好壓到焊件時,電極臂堅持相互平行。電流調理開關級數的挑選可按焊件厚度與材質而選定。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而獲得。圓管自動焊接設備廠家焊件準備及裝配:鋼焊件焊前須清除一切臟物,對熱軋鋼,最好把焊接處先經過酸洗、噴砂或用砂輪清除氧化皮。未經整理的焊件雖能進行點焊,但是嚴重地下降電極的使用壽命,同時下降點焊的出產效率和質量。關于有薄鍍層的中低碳鋼能夠直接施焊。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
