




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

發熱管焊接設備廠家首要便是,鋼模板焊機運用的是垂直電源,因此運用時分,要采納正極性,一起焊絲采納負極性。其次是焊接過程的保護氣體是氬氣,要求純度極高。而且供應發熱管焊接設備焊接時分的電流要與氬氣的含量相互配合好。其三,為了防止焊接的過程中出現氣孔的現象,那么焊接之前,就需要對焊接區域內進行一些銹跡、油漬的清潔工作。其四,對于焊接的電弧,要根據具體情況而定,在焊接不銹鋼材質的時分,就需要一到三毫米的電弧。其五,為了防止焊道的底層被氧化腐蝕,反面區域也要氣體保護。

供應發熱管焊接設備對焊件端面的整理要求不嚴,焊前工作對口端面與夾鉗電極觸摸外表必須有嚴厲進行整理,整理辦法有砂輪、鋼絲刷、等機械整理,也可以用酸洗,焊前對焊夾鉗電極的正確選用和焊接過程中保護修補,也是一個重要條件。發熱管焊接設備廠家閃光對焊時,兩焊件對接面的幾許形狀和尺度根本共同,圓形焊件直徑差不超越15%,方形焊件和管形焊件尺度差不超越10%,焊件斷面大時,可將其間一個焊件端部倒角,使電流密度增大,易于激發閃光,使之可不用預熱或可不用進步閃光初期二次電壓的工藝要求。

在銅鋁管發熱管焊接設備廠家沒有呈現曾經,壓縮機的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現在銅鋁管對中頻點焊機,適用于空調、冰箱等制冷職業,選用氣動夾緊氣動項鍛焊接,能精確設定壓力,焊接電流及焊接時間,只需踏一下腳踏開關,就能完結整個焊接程序,質量穩定可靠、使用方便、操作介面直觀、工藝調試簡單,進程操控選用微機操控,氣動原件選用最新進口氣缸組件,供應發熱管焊接設備這種焊接具有焊接效率高、外形美觀、強度高、致密性好、無假焊、無夾渣、無氣孔、焊接進程穩定等優點。
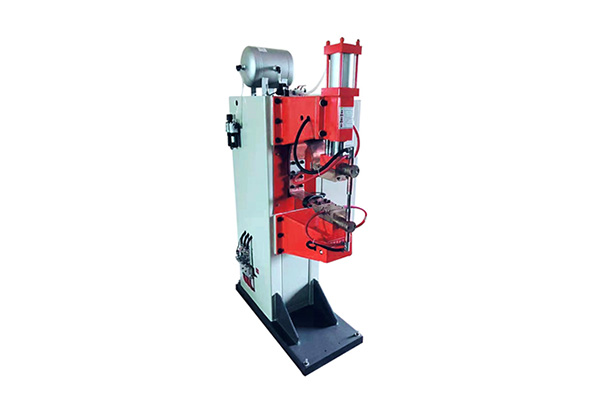
供應發熱管焊接設備依照用途分,有萬能式(通用式)、專用式。依照一起焊接的焊點數目分,有單點式、雙點式、多點式。依照加壓組織的傳動方法分,有腳踏式、電動機-凸輪式、氣壓式、液壓式、復合式(氣液壓合式)等。發熱管焊接設備廠家焊件組合后經過電極施加壓力,使用電流經過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法稱為電阻焊。電阻焊具有出產效率高、低成本、節約材料、易于自動化等特色,因此廣泛應用于航空、航天、動力、電子、轎車、輕工等各工業部門,是重要的焊接工藝之一。

1.供應發熱管焊接設備現場使用的,應設有防雨、防潮、防曬的機棚,并應裝設相應的消防器材;2.焊接現場10m范圍內,不得堆積油類、木材、氧氣瓶、乙炔發生器等易燃、易爆物品:3.焊接操作及配合人員有必要按規定穿戴勞作防護用品。并有必要采取避免觸電、高空墜落、瓦斯中毒火災等事故的安全措施;4.次級抽頭聯接銅板應壓緊,接線柱應有墊圈。發熱管焊接設備合閘前,應詳細查看接線螺帽、螺栓及其他部件并承認完好完全、無松動或損壞。接線柱處均有保護罩。

供應發熱管焊接設備的一個焊接循環內科同時焊接多個焊點,一次能焊多少個焊點,取決于發熱管焊接設備廠家對每個凸點能施加的均勻電極力和焊接電流大小。能用較小的凸點同時焊接多點,可得變形小的焊接構件。將凸點設置于一個零件上,較大限度地減輕另一零件外露表面的痕跡。焊接電流集中在凸點上,不存在通過相鄰焊點的分流問題,所以可以采用較小的搭接量和較小的點距。凸焊點的位置比點焊點的位置更準確,凸焊焊點的尺寸可比電焊焊點小。凸焊采用平面大電極,延長了使用壽命。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
