




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

機器人廠家系選用雙面雙點過流焊接的原理,作業時兩個電極加壓工件使兩層金屬在兩電極的壓力下構成必定的觸摸電阻,而焊接電流從一電極流經另一電極時在兩觸摸電阻點構成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構成回路,不傷及被焊工件的內部結構。采購機器人點焊的工藝進程為開通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構成熔核;斷電后堅持壓力,使熔核在壓力下冷卻凝固。
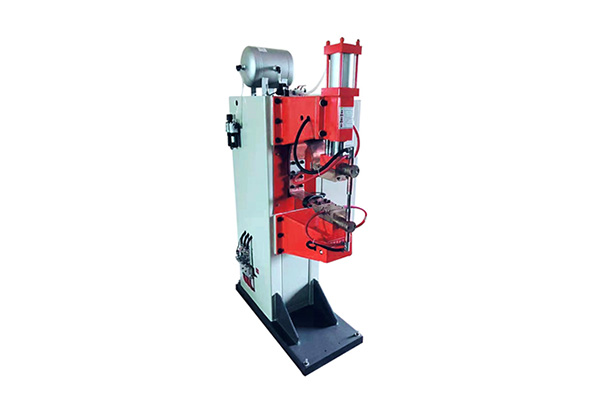
機器人廠家選用強規范焊接,即大電流短時間,讓工件直接觸電阻產熱增大,電極散熱下降。1、選用不同外表直徑的電極,在薄件或導電、導熱性好的工件一側選用較小直徑,以增加這一側的電流密度、并減小電極散熱的影響;2、采購機器人選用工藝墊片:在薄件或導電、導熱性好的工件一側墊- 塊由導熱性較差的金屬制成的墊片,以削減這一一側的散熱;3、選用不同的電極材料,在薄件或導電、導熱性好的工件一側采 用導熱性較差的銅合金,以削減這一側的熱丟失。

采購機器人的使用方法焊接時應先調節電極桿的位置,使電極剛好壓到焊件時,電極臂堅持互相平行。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而取得。在完成上述調整后,可先接通冷卻水后再接通電源準備焊接。機器人廠家焊接過程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,壓下腳踏板時,電源觸頭開關接通,變壓器開端工作次級回路通電使焊件加熱。當焊接一定時間后松開腳踏板時電極上升,借繃簧的拉力先堵截電源然后恢復原狀。

機器人廠家對焊可分為電阻對焊與亮光對焊兩大類。1. 電阻對焊,將焊件裝配成對接接頭,使其端面緊密觸摸后通電,使用電阻熱加熱至塑性狀況;然后施加頂鍛力完成焊接的辦法稱電阻對焊。電阻對焊又可分為等壓式與變壓式兩種。2.采購機器人亮光對焊,將焊件裝配成對接接頭,接通電源后使其端面逐漸移近到達局部觸摸,使用電阻熱加熱這些觸摸點(發生亮光),使端面金屬熔化,直至端部在一定深度范圍內到達預訂溫度散布時,敏捷施加頂鍛力完成焊接的辦法。亮光焊又分為連續亮光焊與預熱亮光焊兩種。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
