




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

優質圓管自動焊接設備的使用方法焊接時應先調節電極桿的位置,使電極剛好壓到焊件時,電極臂堅持互相平行。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而取得。在完成上述調整后,可先接通冷卻水后再接通電源準備焊接。圓管自動焊接設備批發焊接過程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,壓下腳踏板時,電源觸頭開關接通,變壓器開端工作次級回路通電使焊件加熱。當焊接一定時間后松開腳踏板時電極上升,借繃簧的拉力先堵截電源然后恢復原狀。

1.優質圓管自動焊接設備現場使用的,應設有防雨、防潮、防曬的機棚,并應裝設相應的消防器材;2.焊接現場10m范圍內,不得堆積油類、木材、氧氣瓶、乙炔發生器等易燃、易爆物品:3.焊接操作及配合人員有必要按規定穿戴勞作防護用品。并有必要采取避免觸電、高空墜落、瓦斯中毒火災等事故的安全措施;4.次級抽頭聯接銅板應壓緊,接線柱應有墊圈。圓管自動焊接設備合閘前,應詳細查看接線螺帽、螺栓及其他部件并承認完好完全、無松動或損壞。接線柱處均有保護罩。
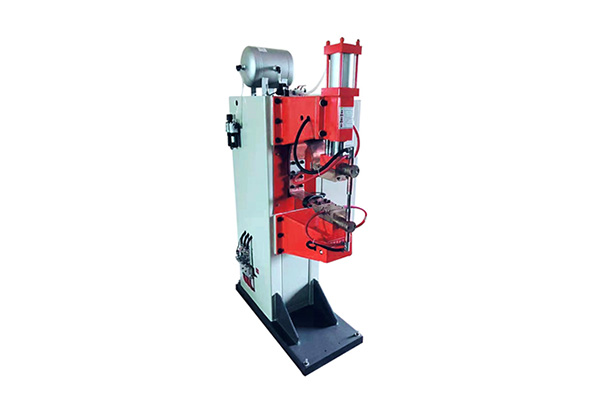
圓管自動焊接設備批發系選用雙面雙點過流焊接的原理,作業時兩個電極加壓工件使兩層金屬在兩電極的壓力下構成必定的觸摸電阻,而焊接電流從一電極流經另一電極時在兩觸摸電阻點構成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構成回路,不傷及被焊工件的內部結構。優質圓管自動焊接設備點焊的工藝進程為開通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構成熔核;斷電后堅持壓力,使熔核在壓力下冷卻凝固。

圓管自動焊接設備批發接完之后可以采用探傷和射線等無損檢測方法。將扁平的鐵條或許螺絲刀刺進中頻點焊機焊接的兩塊金屬之間,在鐵條或許螺絲刀的尾部施加壓力,在金屬板之間形成2.5--3.5毫米的空隙,假如此時焊點正常,則闡明是正常的焊點,優質圓管自動焊接設備焊接作用良好;假如板材薄厚不一致,則撬開的距離應掌握在1.5-2. 5毫米之間,假如堅持撬開則破壞了焊點。2、破壞實驗就更為便當了,通常是是撬和扭,稱之為歪曲實驗或是撕裂實驗,很直觀能看出焊點焊接的牢不牢固。有一點需要留意的是做完后應去除焊渣。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
