




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號101室

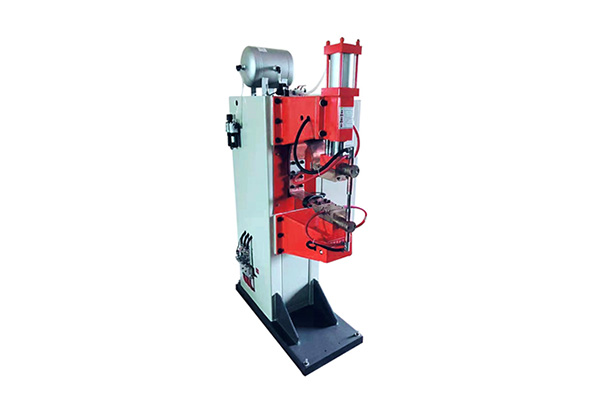
置物架自動焊接低價(jià)銷售鋼焊件焊前須清除一切臟物、油污、氧化皮及鐵銹,對熱軋鋼,最好把焊接處先經(jīng)過酸洗、噴砂或用砂輪清除氧化皮。先接通冷卻水后再接通電源準(zhǔn)備焊接。優(yōu)質(zhì)置物架自動焊接焊接進(jìn)程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,在持續(xù)壓下腳踏板時(shí),電源觸頭開關(guān)接通,于是變壓器開端作業(yè)次級回路通電使焊件加熱。當(dāng)焊接必定時(shí)間后松開腳踏板時(shí)電極上升,借繃簧的拉力先切斷電源而后恢復(fù)原狀,單點(diǎn)焊接進(jìn)程即告結(jié)束。

置物架自動焊接低價(jià)銷售點(diǎn)焊頭運(yùn)用留意點(diǎn):不能空焊。點(diǎn)焊頭在放電時(shí)會發(fā)生上千度的高溫,假如沒有接觸任何金屬體,則點(diǎn)焊頭處于高溫的時(shí)間長,在于空氣接觸時(shí)易造成氧化,從而降低焊頭的運(yùn)用壽命以及降低焊接效果.點(diǎn)焊頭的放電部分空腔內(nèi)防止粘上導(dǎo)電異物,假如粘上導(dǎo)電異物則焊接效果下降.防止短時(shí)間接連操作。優(yōu)質(zhì)置物架自動焊接點(diǎn)焊頭維護(hù):點(diǎn)焊頭放電發(fā)黑或許氧化嚴(yán)峻時(shí)應(yīng)運(yùn)用較細(xì)砂紙打磨,去掉氧化層點(diǎn)焊頭應(yīng)用和分類點(diǎn)焊頭應(yīng)用在各種焊接設(shè)備中.包括電子點(diǎn)焊機(jī)、碰焊機(jī)、熱壓機(jī)、超聲波焊機(jī)等設(shè)備。

如何避免點(diǎn)焊前期發(fā)生飛濺呢?咱們需要加強(qiáng)優(yōu)質(zhì)置物架自動焊接的清理,每次在運(yùn)用前后都對焊機(jī)工作臺和焊接物進(jìn)行清洗,確保焊接物的整潔潔凈。置物架自動焊接低價(jià)銷售在焊接過程中要注意到預(yù)壓,假如可以的話,推薦運(yùn)用增加預(yù)熱電流來減慢加熱的速度。假如是在點(diǎn)焊后期發(fā)生了飛濺,那又是什么原因?qū)е碌哪?這可能是因?yàn)辄c(diǎn)焊時(shí)壓力太大,超過了電極壓力的范圍內(nèi),導(dǎo)致塑性環(huán)突破,造成了飛濺,咱們可以采用縮短通電時(shí)刻和減小電流的方法來避免飛濺。

優(yōu)質(zhì)置物架自動焊接的工藝進(jìn)程為注冊冷卻水;將焊件外表清理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,部分熔化,構(gòu)成熔核;斷電后堅(jiān)持壓力,使熔核在壓力下冷卻凝結(jié)構(gòu)成焊點(diǎn);去除壓力,取出工件。焊接電流、電極壓力、通電時(shí)間及電極作業(yè)外表尺寸等點(diǎn)焊工藝參數(shù)對焊接質(zhì)量有嚴(yán)重影響。置物架自動焊接低價(jià)銷售利用正負(fù)南北極在瞬間短路時(shí)產(chǎn)生的高溫電弧來熔化電極間的被焊材料,來達(dá)到使它們結(jié)合的目的。
1、置物架自動焊接低價(jià)銷售焊接質(zhì)量,中頻溝通點(diǎn)焊機(jī)是將工頻(50Hz)溝通變換為中頻(數(shù)百Hz)溝通輸出,時(shí)間分辨率比工頻進(jìn)步,控制精度進(jìn)步;逆變直流點(diǎn)焊機(jī)的逆變頻率較高,控制精度更高。中頻溝通點(diǎn)焊機(jī)輸出電流受次級輸出回路變化影響大,逆變直流電阻點(diǎn)焊機(jī)不受影響。2、優(yōu)質(zhì)置物架自動焊接焊接速度,兩種焊機(jī)焊接速度挨近,但由于熱效率的不同,逆變直流電阻點(diǎn)焊機(jī)要快些。在焊接電流要求較大的場合,首推逆變直流電阻點(diǎn)焊機(jī)。3、節(jié)能效果,中頻溝通點(diǎn)焊機(jī)變壓器損耗較工頻溝通點(diǎn)焊機(jī)大大降低。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場工業(yè)路22號101室

微信號
