




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

圓管自動焊接設備廠家接完之后可以采用探傷和射線等無損檢測方法。將扁平的鐵條或許螺絲刀刺進中頻點焊機焊接的兩塊金屬之間,在鐵條或許螺絲刀的尾部施加壓力,在金屬板之間形成2.5--3.5毫米的空隙,假如此時焊點正常,則闡明是正常的焊點,優質圓管自動焊接設備焊接作用良好;假如板材薄厚不一致,則撬開的距離應掌握在1.5-2. 5毫米之間,假如堅持撬開則破壞了焊點。2、破壞實驗就更為便當了,通常是是撬和扭,稱之為歪曲實驗或是撕裂實驗,很直觀能看出焊點焊接的牢不牢固。有一點需要留意的是做完后應去除焊渣。

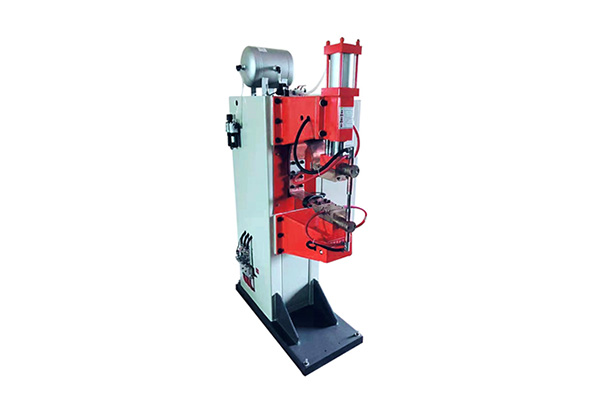
在銅鋁管圓管自動焊接設備廠家沒有呈現曾經,壓縮機的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現在銅鋁管對中頻點焊機,適用于空調、冰箱等制冷職業,選用氣動夾緊氣動項鍛焊接,能精確設定壓力,焊接電流及焊接時間,只需踏一下腳踏開關,就能完結整個焊接程序,質量穩定可靠、使用方便、操作介面直觀、工藝調試簡單,進程操控選用微機操控,氣動原件選用最新進口氣缸組件,優質圓管自動焊接設備這種焊接具有焊接效率高、外形美觀、強度高、致密性好、無假焊、無夾渣、無氣孔、焊接進程穩定等優點。
優質圓管自動焊接設備對焊件端面的整理要求不嚴,焊前工作對口端面與夾鉗電極觸摸外表必須有嚴厲進行整理,整理辦法有砂輪、鋼絲刷、等機械整理,也可以用酸洗,焊前對焊夾鉗電極的正確選用和焊接過程中保護修補,也是一個重要條件。圓管自動焊接設備廠家閃光對焊時,兩焊件對接面的幾許形狀和尺度根本共同,圓形焊件直徑差不超越15%,方形焊件和管形焊件尺度差不超越10%,焊件斷面大時,可將其間一個焊件端部倒角,使電流密度增大,易于激發閃光,使之可不用預熱或可不用進步閃光初期二次電壓的工藝要求。

優質圓管自動焊接設備焊接切割作業時,將作業環境l Om范圍內一切易燃易爆物品清理干凈,應注意作業環境的地溝、下水道內有無可燃液體和可燃氣體,以及是否有可能泄漏到地溝和下水道內可燃易爆物質,以免因為焊渣、金屬火星引起災害事故。圓管自動焊接設備廠家高空焊接切割時,制止亂扔焊條頭,對焊接切割作業下方應進行隔離,作業結束應做到認真細致的查看,確認無火災危險后方可離開現場。應運用契合國家有關標準、規程要求的氣瓶,在氣瓶的貯存、運輸、運用等環節應嚴格遵守安全操作規程。

優質圓管自動焊接設備每天運用完后,需順次進行以下操作,保證中頻點焊機、圓管自動焊接設備廠家龍門點焊機長期安全運轉。關掉MCCB開關或配電開關。按動濾水器下的白色按鈕,排出儲存在里面的水。關掉氣源,拔掉氣喉,假如油霧器中的潤滑油太少,低于最低刻度,應向油霧器中添加潤滑油。(必須運用適於氣缸運用之潤滑油,油霧器按客戶需要安裝)關掉冷卻水水源。留意:冬季環境溫度低于0℃時,在中頻點焊機、龍門點焊機運用完后,需將冷卻水管中的水排掉并用壓縮空氣吹去冷卻水管內的剩水,避免水管凍裂。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
