




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室

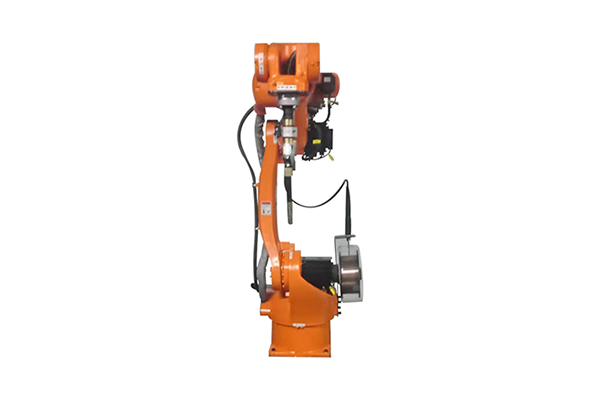
供應(yīng)二保焊自動(dòng)焊接設(shè)備焊接時(shí)應(yīng)先調(diào)理電極桿的位置,使電極剛好壓到焊件時(shí),電極臂堅(jiān)持相互平行。電流調(diào)理開關(guān)級(jí)數(shù)的挑選可按焊件厚度與材質(zhì)而選定。通電后電源指示燈應(yīng)亮,電極壓力大小可調(diào)整繃簧壓力螺母,改動(dòng)其緊縮程度而獲得。二保焊自動(dòng)焊接設(shè)備低價(jià)銷售焊件準(zhǔn)備及裝配:鋼焊件焊前須清除一切臟物,對(duì)熱軋鋼,最好把焊接處先經(jīng)過酸洗、噴砂或用砂輪清除氧化皮。未經(jīng)整理的焊件雖能進(jìn)行點(diǎn)焊,但是嚴(yán)重地下降電極的使用壽命,同時(shí)下降點(diǎn)焊的出產(chǎn)效率和質(zhì)量。關(guān)于有薄鍍層的中低碳鋼能夠直接施焊。

在二保焊自動(dòng)焊接設(shè)備低價(jià)銷售焊接時(shí),有以為人往往誤焊點(diǎn)越多越牢固,其實(shí)焊點(diǎn)越多越不牢固,悍點(diǎn)質(zhì)量會(huì)變得很差。造成這種問題的原因便是焊點(diǎn)的分流現(xiàn)象,分流跟資料的電阻率和導(dǎo)電通路有關(guān),實(shí)際上每一個(gè)焊點(diǎn)都是電流通路,一般供應(yīng)二保焊自動(dòng)焊接設(shè)備接時(shí),在構(gòu)成第一個(gè)焊點(diǎn)后,第N個(gè)焊點(diǎn)焊接時(shí)電極接觸工件時(shí)的電阻遠(yuǎn)遠(yuǎn)小于到前一個(gè)焊點(diǎn)的電阻,所以分流很小,可以構(gòu)成很好的焊點(diǎn),當(dāng)然如果間距太小分流夠大的話 ,下個(gè)焊點(diǎn)的質(zhì)量會(huì)遠(yuǎn)遠(yuǎn)低于前一個(gè)焊點(diǎn)的焊接質(zhì)量。

長(zhǎng)處:供應(yīng)二保焊自動(dòng)焊接設(shè)備亮光對(duì)焊機(jī)運(yùn)用市電能源,能快速的將電能轉(zhuǎn)換為熱能,電焊機(jī)適合在枯燥的環(huán)境下作業(yè),剩余關(guān)于環(huán)境沒有太多要求,因體積細(xì)巧,操作簡(jiǎn)單,運(yùn)用方便,速度較快,焊接后焊縫健壯等特點(diǎn)被廣泛應(yīng)用于各個(gè)領(lǐng)域。二保焊自動(dòng)焊接設(shè)備低價(jià)銷售最大的長(zhǎng)處在于對(duì)要求強(qiáng)度很高的制件特別有用,可以快速將同種金屬材料(也可將異種金屬銜接,僅僅焊接方法不同)永久性的焊接上去。焊縫經(jīng)熱處理后,與母材平等強(qiáng)度,密封性良好,這大大解決了貯存氣體和液體容器的密封和強(qiáng)度等問題.
供應(yīng)二保焊自動(dòng)焊接設(shè)備在一些工件的加工中,需求用到些專業(yè)設(shè)備,如點(diǎn)焊機(jī)、對(duì)焊機(jī)等。在運(yùn)用時(shí)要注意安全,尤其是避免觸電,今日我們就請(qǐng)二保焊自動(dòng)焊接設(shè)備低價(jià)銷售點(diǎn)焊機(jī)廠家講講怎樣避免對(duì)焊機(jī)觸電。1.要求對(duì)焊機(jī)的機(jī)殼接地,盡用人工接地體,主要是避免碰殼后有帶損傷工作人員。2.沒有外殼的電焊鉗是不可以運(yùn)用的。3.若是要替換焊條,必定戴手套 ,假如衣服濕,是不能碰金屬物的。4.假如要修理對(duì)焊機(jī),必定要斷開電源。而且要檢驗(yàn)停電,才可以修理。5.若是移動(dòng),也要切斷電源。6.假如工作中停電,要馬上封閉電源。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場(chǎng)工業(yè)路22號(hào)101室

微信號(hào)
