




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

優質發熱管焊接設備每天運用完后,需順次進行以下操作,保證中頻點焊機、發熱管焊接設備廠家龍門點焊機長期安全運轉。關掉MCCB開關或配電開關。按動濾水器下的白色按鈕,排出儲存在里面的水。關掉氣源,拔掉氣喉,假如油霧器中的潤滑油太少,低于最低刻度,應向油霧器中添加潤滑油。(必須運用適於氣缸運用之潤滑油,油霧器按客戶需要安裝)關掉冷卻水水源。留意:冬季環境溫度低于0℃時,在中頻點焊機、龍門點焊機運用完后,需將冷卻水管中的水排掉并用壓縮空氣吹去冷卻水管內的剩水,避免水管凍裂。

優質發熱管焊接設備的一個焊接循環內科同時焊接多個焊點,一次能焊多少個焊點,取決于發熱管焊接設備廠家對每個凸點能施加的均勻電極力和焊接電流大小。能用較小的凸點同時焊接多點,可得變形小的焊接構件。將凸點設置于一個零件上,較大限度地減輕另一零件外露表面的痕跡。焊接電流集中在凸點上,不存在通過相鄰焊點的分流問題,所以可以采用較小的搭接量和較小的點距。凸焊點的位置比點焊點的位置更準確,凸焊焊點的尺寸可比電焊焊點小。凸焊采用平面大電極,延長了使用壽命。
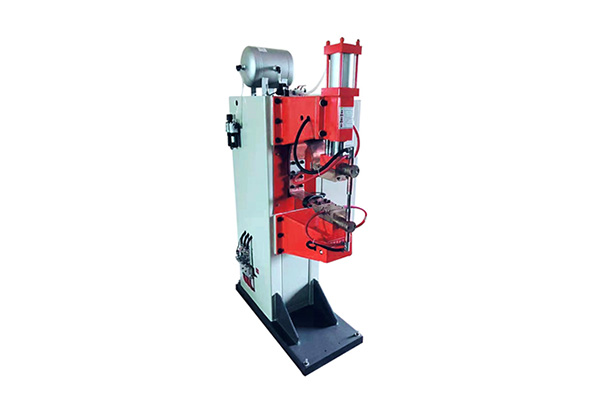
優質發熱管焊接設備的使用方法焊接時應先調節電極桿的位置,使電極剛好壓到焊件時,電極臂堅持互相平行。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而取得。在完成上述調整后,可先接通冷卻水后再接通電源準備焊接。發熱管焊接設備廠家焊接過程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,壓下腳踏板時,電源觸頭開關接通,變壓器開端工作次級回路通電使焊件加熱。當焊接一定時間后松開腳踏板時電極上升,借繃簧的拉力先堵截電源然后恢復原狀。

發熱管焊接設備廠家首要便是,鋼模板焊機運用的是垂直電源,因此運用時分,要采納正極性,一起焊絲采納負極性。其次是焊接過程的保護氣體是氬氣,要求純度極高。而且優質發熱管焊接設備焊接時分的電流要與氬氣的含量相互配合好。其三,為了防止焊接的過程中出現氣孔的現象,那么焊接之前,就需要對焊接區域內進行一些銹跡、油漬的清潔工作。其四,對于焊接的電弧,要根據具體情況而定,在焊接不銹鋼材質的時分,就需要一到三毫米的電弧。其五,為了防止焊道的底層被氧化腐蝕,反面區域也要氣體保護。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
