




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室

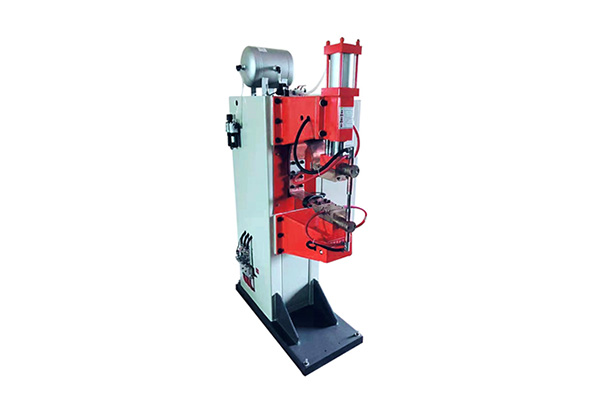
供應(yīng)機(jī)器人加之焊機(jī)創(chuàng)新后,氣路系統(tǒng)通徑增大,因而不僅焊接出產(chǎn)率高,而且能耗低(節(jié)電72.3%),焊件外觀美,質(zhì)量好。機(jī)器人批發(fā)是經(jīng)過(guò)焊機(jī)控制器改變晶閘管導(dǎo)通角來(lái)進(jìn)行熱量調(diào)理的,因而易于實(shí)現(xiàn)機(jī)械化及自動(dòng)化,所以可與機(jī)器人匹配,進(jìn)行全自動(dòng)化焊接操作。固定式點(diǎn)焊機(jī),包括攬軌、懸掛式點(diǎn)焊機(jī)、C型焊鉗和結(jié)構(gòu)設(shè)計(jì)合理、結(jié)構(gòu)簡(jiǎn)單、焊接方便快捷、焊接效果好,能夠?qū)⒋蟪叨裙ぜ瓿梢淮魏附樱徑饬诵〖喑霎a(chǎn)工人出產(chǎn)壓力,處理了焊裝的出產(chǎn)瓶頸。

首先電極資料一般可以分為供應(yīng)機(jī)器人電極、凸焊電極及釬焊電極。機(jī)器人批發(fā)的材料一般是洛鋯青銅,或者是鈹銅。使用中要注意:1、中頻點(diǎn)焊機(jī)有必要常常修磨,保證平整度,表面潤(rùn)滑不粗糙,及電極頭的直徑一-般在3-6毫米;2、凸焊電極的平整度要求就更高,要常常測(cè)試保證焊接質(zhì)量;3、釬焊電極除了保證平整度外,注意不要我工件操作避免壓壞電極中頻點(diǎn)焊機(jī)還得有一定剛性,避免壓力下板材變形;4、根據(jù)釬焊焊接時(shí)的特性,- 般也有用合金刀頭做釬焊電極的,實(shí)踐應(yīng)用中我們多試試吧。

機(jī)器人批發(fā)中頻點(diǎn)焊機(jī)機(jī)器人是由機(jī)器人主體、計(jì)算機(jī)控制體系、示教盒還有供應(yīng)機(jī)器人中頻點(diǎn)焊機(jī)點(diǎn)焊焊接體系幾部分構(gòu)成,由于要習(xí)氣活絡(luò)動(dòng)作的作業(yè)懇求,所以中頻點(diǎn)焊機(jī)電焊機(jī)器人都會(huì)選用關(guān)節(jié)式工業(yè)機(jī)器人作為根本規(guī)劃,中頻點(diǎn)焊機(jī)通常這種規(guī)劃都具有六個(gè)自由度:腰轉(zhuǎn)、大臂轉(zhuǎn)、小臂轉(zhuǎn)、腕轉(zhuǎn)、腕擺及腕捻。點(diǎn)焊機(jī)機(jī)器人其驅(qū)動(dòng)方法,電氣驅(qū)動(dòng)具有一些利益,比方維護(hù)修補(bǔ)簡(jiǎn)潔、能耗低、速度高、精度高、安全性好等利益,由于上面的利益而應(yīng)用較為廣泛。
將220V和380V交流電變?yōu)榈蛪旱闹绷麟姡?a href="/tag/%E6%9C%BA%E5%99%A8%E4%BA%BA" target="_blank">機(jī)器人批發(fā)一般按輸出電源品種可分為兩種,一種是交流電源的;一種是直流電的。直流的供應(yīng)機(jī)器人可以說(shuō)也是一個(gè)大功率的整流器,分正負(fù)南北極,交流電輸入時(shí),經(jīng)變壓器變壓后,再由整流器整流,然后輸出具有下降外特性的電源,輸出端在接通和斷開時(shí)會(huì)發(fā)生巨大的電壓變化,南北極在瞬間短路時(shí)點(diǎn)燃電弧,利用發(fā)生的電弧來(lái)熔化電焊條和焊材,冷卻后來(lái)達(dá)到使它們結(jié)合的意圖。焊接變壓器有本身的特色,外特性就是在焊條點(diǎn)燃后電壓急劇下降的特性。

(1)機(jī)器人批發(fā)要調(diào)節(jié)好電極桿的位置后再進(jìn)行中頻點(diǎn)焊機(jī)焊接,電極要恰好能夠壓到焊件;(2)能夠根據(jù)焊件的厚度和材質(zhì)來(lái)挑選電流調(diào)節(jié)開關(guān)的級(jí)數(shù);(3)先接通冷卻水,然后再接通電源,進(jìn)行中頻點(diǎn)焊機(jī)焊接了;(4)在供應(yīng)機(jī)器人焊接前,要對(duì)焊件進(jìn)行清潔,中頻點(diǎn)焊機(jī)焊接處不能有臟污、氧化皮等,否則會(huì)影響中頻點(diǎn)焊機(jī)焊接質(zhì)量和使用壽命;(5)中頻,點(diǎn)焊機(jī)焊接時(shí)的參數(shù),比如中頻點(diǎn)焊機(jī)焊接電流,應(yīng)根據(jù)焊件的狀況來(lái)定,金屬導(dǎo)電率越高,則中頻點(diǎn)焊機(jī)焊接電流密度越大,所以中頻點(diǎn)焊機(jī)焊接時(shí)刻要縮短。

機(jī)器人批發(fā)對(duì)焊可分為電阻對(duì)焊與亮光對(duì)焊兩大類。1. 電阻對(duì)焊,將焊件裝配成對(duì)接接頭,使其端面緊密觸摸后通電,使用電阻熱加熱至塑性狀況;然后施加頂鍛力完成焊接的辦法稱電阻對(duì)焊。電阻對(duì)焊又可分為等壓式與變壓式兩種。2.供應(yīng)機(jī)器人亮光對(duì)焊,將焊件裝配成對(duì)接接頭,接通電源后使其端面逐漸移近到達(dá)局部觸摸,使用電阻熱加熱這些觸摸點(diǎn)(發(fā)生亮光),使端面金屬熔化,直至端部在一定深度范圍內(nèi)到達(dá)預(yù)訂溫度散布時(shí),敏捷施加頂鍛力完成焊接的辦法。亮光焊又分為連續(xù)亮光焊與預(yù)熱亮光焊兩種。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場(chǎng)工業(yè)路22號(hào)101室

微信號(hào)
