




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

1.焊接機器人廠家打開給水閥,承認冷卻水的流通狀況良好。2.控制設備的動作選擇開關設在“動作實驗”側,使加壓頭邊動作邊調整。用減壓閥調整壓縮空氣,使電極加壓力習慣被焊物的厚度。3.控制設備的動作選擇開關設在“電極調整”側,踩住腳踏開關,使電極下降,通過推拉加壓頭限位銷調整電極行程。4.調整電極尺寸,使上下電極臂座間的間隔位于230-240mm。5.因工藝需要,電極伸長300mm時,氣壓調節最大值<≤0. 3Mpa,避免電極發生永久變形。6.采購焊接機器人焊接完,切斷冷卻水,將氣壓調節器徹底排凈,關電源。

采購焊接機器人在一些工件的加工中,需求用到些專業設備,如點焊機、對焊機等。在運用時要注意安全,尤其是避免觸電,今日我們就請焊接機器人廠家點焊機廠家講講怎樣避免對焊機觸電。1.要求對焊機的機殼接地,盡用人工接地體,主要是避免碰殼后有帶損傷工作人員。2.沒有外殼的電焊鉗是不可以運用的。3.若是要替換焊條,必定戴手套 ,假如衣服濕,是不能碰金屬物的。4.假如要修理對焊機,必定要斷開電源。而且要檢驗停電,才可以修理。5.若是移動,也要切斷電源。6.假如工作中停電,要馬上封閉電源。

接線端子焊接機器人廠家是使用高頻振動波傳遞到兩個需焊接的金屬表面,長處在于快速、節能、熔合強度高、導電性好、無火花、接近冷態加工。接線端子采購焊接機器人長處:焊接材料不熔融,不軟弱金屬特性。焊接后導電性。對焊接金屬表面要求低,氧化或電鍍均可焊接。焊接時間短,不需任何助焊劑、氣體、焊料。焊接無火花,環保安全。超聲波金屬中頻點焊機焊接特點超聲波金屬中頻點焊機體積小;重量輕;外形漂亮超聲波金屬中頻點焊機焊接后導電性好;焊接安全可靠。

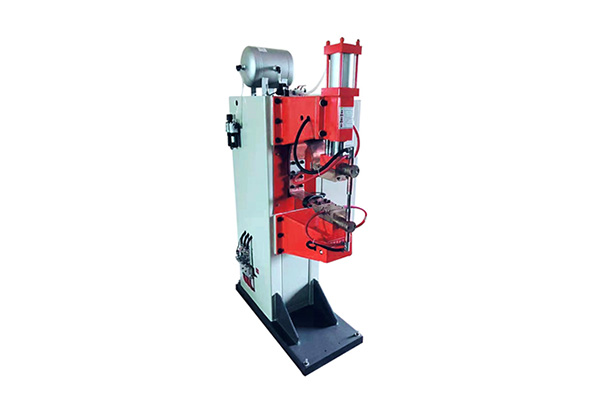
采購焊接機器人依照用途分,有萬能式(通用式)、專用式。依照一起焊接的焊點數目分,有單點式、雙點式、多點式。依照加壓組織的傳動方法分,有腳踏式、電動機-凸輪式、氣壓式、液壓式、復合式(氣液壓合式)等。焊接機器人廠家焊件組合后經過電極施加壓力,使用電流經過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法稱為電阻焊。電阻焊具有出產效率高、低成本、節約材料、易于自動化等特色,因此廣泛應用于航空、航天、動力、電子、轎車、輕工等各工業部門,是重要的焊接工藝之一。
焊接機器人廠家焊接時應先調度電極桿的方位,使電極剛好壓到焊件時,電極臂堅持相互平行。電流調度開關級數的選擇可按焊件厚度與材質而選定。通電后電源指示燈應亮,電極壓力巨細可調整彈簧壓力螺母,改變其緊縮程度而取得。在完畢上述調整后,可先接通冷卻水后再接通電源預備焊接采購焊接機器人。焊接進程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件觸摸并加壓,在持續壓下腳踏板時,電源觸頭開關接通,所以變壓器開端作業次級回路通電使焊件加熱。

采購焊接機器人對焊件端面的整理要求不嚴,焊前工作對口端面與夾鉗電極觸摸外表必須有嚴厲進行整理,整理辦法有砂輪、鋼絲刷、等機械整理,也可以用酸洗,焊前對焊夾鉗電極的正確選用和焊接過程中保護修補,也是一個重要條件。焊接機器人廠家閃光對焊時,兩焊件對接面的幾許形狀和尺度根本共同,圓形焊件直徑差不超越15%,方形焊件和管形焊件尺度差不超越10%,焊件斷面大時,可將其間一個焊件端部倒角,使電流密度增大,易于激發閃光,使之可不用預熱或可不用進步閃光初期二次電壓的工藝要求。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
