




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室

機(jī)器人焊接批發(fā)鋼焊件焊前須清除一切臟物、油污、氧化皮及鐵銹,對(duì)熱軋鋼,最好把焊接處先經(jīng)過(guò)酸洗、噴砂或用砂輪清除氧化皮。先接通冷卻水后再接通電源準(zhǔn)備焊接。供應(yīng)機(jī)器人焊接焊接進(jìn)程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,在持續(xù)壓下腳踏板時(shí),電源觸頭開(kāi)關(guān)接通,于是變壓器開(kāi)端作業(yè)次級(jí)回路通電使焊件加熱。當(dāng)焊接必定時(shí)間后松開(kāi)腳踏板時(shí)電極上升,借繃簧的拉力先切斷電源而后恢復(fù)原狀,單點(diǎn)焊接進(jìn)程即告結(jié)束。

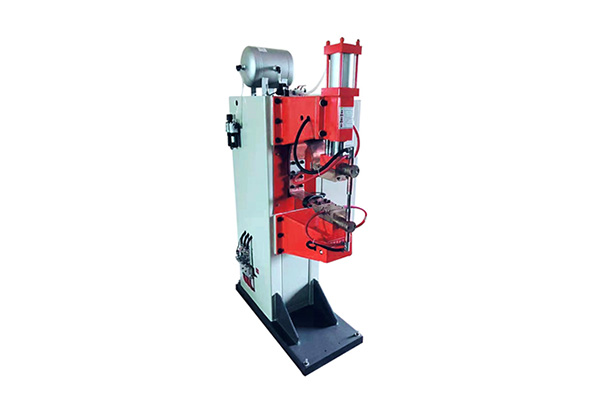
機(jī)器人焊接批發(fā)系選用雙面雙點(diǎn)過(guò)流焊接的原理,作業(yè)時(shí)兩個(gè)電極加壓工件使兩層金屬在兩電極的壓力下構(gòu)成必定的觸摸電阻,而焊接電流從一電極流經(jīng)另一電極時(shí)在兩觸摸電阻點(diǎn)構(gòu)成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構(gòu)成回路,不傷及被焊工件的內(nèi)部結(jié)構(gòu)。供應(yīng)機(jī)器人焊接點(diǎn)焊的工藝進(jìn)程為開(kāi)通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構(gòu)成熔核;斷電后堅(jiān)持壓力,使熔核在壓力下冷卻凝固。

機(jī)器人焊接批發(fā)首要便是,鋼模板焊機(jī)運(yùn)用的是垂直電源,因此運(yùn)用時(shí)分,要采納正極性,一起焊絲采納負(fù)極性。其次是焊接過(guò)程的保護(hù)氣體是氬氣,要求純度極高。而且供應(yīng)機(jī)器人焊接焊接時(shí)分的電流要與氬氣的含量相互配合好。其三,為了防止焊接的過(guò)程中出現(xiàn)氣孔的現(xiàn)象,那么焊接之前,就需要對(duì)焊接區(qū)域內(nèi)進(jìn)行一些銹跡、油漬的清潔工作。其四,對(duì)于焊接的電弧,要根據(jù)具體情況而定,在焊接不銹鋼材質(zhì)的時(shí)分,就需要一到三毫米的電弧。其五,為了防止焊道的底層被氧化腐蝕,反面區(qū)域也要?dú)怏w保護(hù)。

(1)機(jī)器人焊接批發(fā)要調(diào)節(jié)好電極桿的位置后再進(jìn)行中頻點(diǎn)焊機(jī)焊接,電極要恰好能夠壓到焊件;(2)能夠根據(jù)焊件的厚度和材質(zhì)來(lái)挑選電流調(diào)節(jié)開(kāi)關(guān)的級(jí)數(shù);(3)先接通冷卻水,然后再接通電源,進(jìn)行中頻點(diǎn)焊機(jī)焊接了;(4)在供應(yīng)機(jī)器人焊接焊接前,要對(duì)焊件進(jìn)行清潔,中頻點(diǎn)焊機(jī)焊接處不能有臟污、氧化皮等,否則會(huì)影響中頻點(diǎn)焊機(jī)焊接質(zhì)量和使用壽命;(5)中頻,點(diǎn)焊機(jī)焊接時(shí)的參數(shù),比如中頻點(diǎn)焊機(jī)焊接電流,應(yīng)根據(jù)焊件的狀況來(lái)定,金屬導(dǎo)電率越高,則中頻點(diǎn)焊機(jī)焊接電流密度越大,所以中頻點(diǎn)焊機(jī)焊接時(shí)刻要縮短。
機(jī)器人焊接批發(fā)是現(xiàn)在使用十分廣泛的一個(gè)電阻焊類別,如何選擇一臺(tái)適用的、性價(jià)比高的供應(yīng)機(jī)器人焊接,是很多用戶十分關(guān)懷的的問(wèn)題!這方面客戶面臨的選項(xiàng)有:品牌、方式、規(guī)格、價(jià)格等。首要,您要有自己的預(yù)算和定位。這點(diǎn)很關(guān)鍵,您打算花多少錢(qián)來(lái)解決您的焊接問(wèn)題或滿意您的生產(chǎn)需求,基本上決定了選型的方向。其次,明確自己的焊接要求。一般對(duì)焊接件的要求反應(yīng)在如下幾個(gè)方面:焊接強(qiáng)度(拉力、扭力、推力、剪切力等)、外觀(變形、變色)、焊接效率。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場(chǎng)工業(yè)路22號(hào)101室

微信號(hào)
