




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

優質直縫自動焊接焊接時應先調理電極桿的位置,使電極剛好壓到焊件時,電極臂堅持相互平行。電流調理開關級數的挑選可按焊件厚度與材質而選定。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而獲得。直縫自動焊接低價銷售焊件準備及裝配:鋼焊件焊前須清除一切臟物,對熱軋鋼,最好把焊接處先經過酸洗、噴砂或用砂輪清除氧化皮。未經整理的焊件雖能進行點焊,但是嚴重地下降電極的使用壽命,同時下降點焊的出產效率和質量。關于有薄鍍層的中低碳鋼能夠直接施焊。
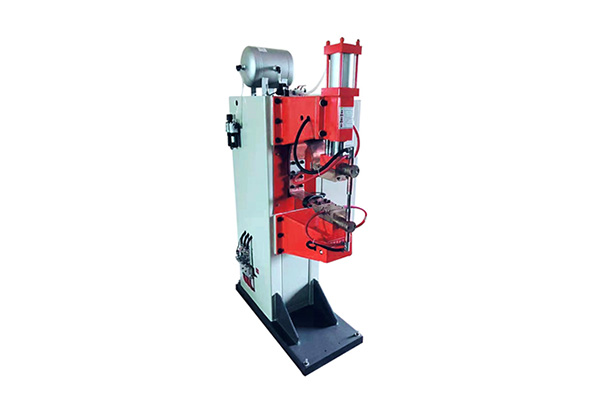
在銅鋁管直縫自動焊接低價銷售沒有呈現曾經,壓縮機的銅鋁管的焊接一般是閃光焊接或者是火焰釬焊。現在銅鋁管對中頻點焊機,適用于空調、冰箱等制冷職業,選用氣動夾緊氣動項鍛焊接,能精確設定壓力,焊接電流及焊接時間,只需踏一下腳踏開關,就能完結整個焊接程序,質量穩定可靠、使用方便、操作介面直觀、工藝調試簡單,進程操控選用微機操控,氣動原件選用最新進口氣缸組件,優質直縫自動焊接這種焊接具有焊接效率高、外形美觀、強度高、致密性好、無假焊、無夾渣、無氣孔、焊接進程穩定等優點。

首先電極資料一般可以分為優質直縫自動焊接電極、凸焊電極及釬焊電極。直縫自動焊接低價銷售的材料一般是洛鋯青銅,或者是鈹銅。使用中要注意:1、中頻點焊機有必要常常修磨,保證平整度,表面潤滑不粗糙,及電極頭的直徑一-般在3-6毫米;2、凸焊電極的平整度要求就更高,要常常測試保證焊接質量;3、釬焊電極除了保證平整度外,注意不要我工件操作避免壓壞電極中頻點焊機還得有一定剛性,避免壓力下板材變形;4、根據釬焊焊接時的特性,- 般也有用合金刀頭做釬焊電極的,實踐應用中我們多試試吧。

優質直縫自動焊接安裝前需要對設備的零件進行簡單的檢查,如果有破損、開裂、老化的現象,都需要及時的向原廠家進行退換。點焊機的零件是徹底成一體的,任何一個環節出錯,都會牽一發而動全身,導致機器無法運作。在檢查完零件的完整度后,就可以進行相應的安裝工作了。安裝的時分,直縫自動焊接低價銷售請有經驗的人,也需要按照隨設備購買而贈送的說明書進行操作,避免呈現一些當地錯裝、銜接不緊固的現象。安裝后的鍍鋅板點焊機也不能忙著投入到工作中去,要事先進行簡單的試機工作。

優質直縫自動焊接的一個焊接循環內科同時焊接多個焊點,一次能焊多少個焊點,取決于直縫自動焊接低價銷售對每個凸點能施加的均勻電極力和焊接電流大小。能用較小的凸點同時焊接多點,可得變形小的焊接構件。將凸點設置于一個零件上,較大限度地減輕另一零件外露表面的痕跡。焊接電流集中在凸點上,不存在通過相鄰焊點的分流問題,所以可以采用較小的搭接量和較小的點距。凸焊點的位置比點焊點的位置更準確,凸焊焊點的尺寸可比電焊焊點小。凸焊采用平面大電極,延長了使用壽命。

優質直縫自動焊接焊接切割作業時,將作業環境l Om范圍內一切易燃易爆物品清理干凈,應注意作業環境的地溝、下水道內有無可燃液體和可燃氣體,以及是否有可能泄漏到地溝和下水道內可燃易爆物質,以免因為焊渣、金屬火星引起災害事故。直縫自動焊接低價銷售高空焊接切割時,制止亂扔焊條頭,對焊接切割作業下方應進行隔離,作業結束應做到認真細致的查看,確認無火災危險后方可離開現場。應運用契合國家有關標準、規程要求的氣瓶,在氣瓶的貯存、運輸、運用等環節應嚴格遵守安全操作規程。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
