




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

發熱管焊接設備廠家焊接電流是影響析熱的主要因素,析熱量與電流的平方成正比。低于下限時,熱量過小,不能構成熔核;高于上限,加熱速度過快,會發作飛濺,使焊點質量下降。當電極力增加時,發作飛濺的焊接電流上限值也增加。在生產中當電極力給守時,經過調節焊接電流,使其稍低于飛濺電流值,便可獲得要求的點焊強度。優質發熱管焊接設備焊接電流脈沖形狀及電流的波形對焊接質量有影響。從工藝上看,焊接電流波形陡升與陡降會因加熱和冷卻速度過快而引起飛濺或熔核發作縮短性的問題。
發熱管焊接設備廠家是現在使用十分廣泛的一個電阻焊類別,如何選擇一臺適用的、性價比高的優質發熱管焊接設備,是很多用戶十分關懷的的問題!這方面客戶面臨的選項有:品牌、方式、規格、價格等。首要,您要有自己的預算和定位。這點很關鍵,您打算花多少錢來解決您的焊接問題或滿意您的生產需求,基本上決定了選型的方向。其次,明確自己的焊接要求。一般對焊接件的要求反應在如下幾個方面:焊接強度(拉力、扭力、推力、剪切力等)、外觀(變形、變色)、焊接效率。

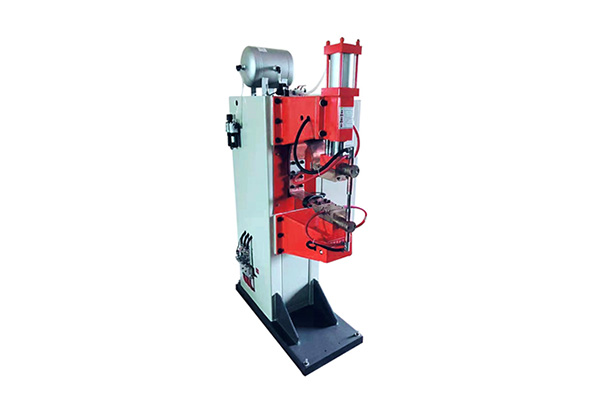
1.發熱管焊接設備廠家打開給水閥,承認冷卻水的流通狀況良好。2.控制設備的動作選擇開關設在“動作實驗”側,使加壓頭邊動作邊調整。用減壓閥調整壓縮空氣,使電極加壓力習慣被焊物的厚度。3.控制設備的動作選擇開關設在“電極調整”側,踩住腳踏開關,使電極下降,通過推拉加壓頭限位銷調整電極行程。4.調整電極尺寸,使上下電極臂座間的間隔位于230-240mm。5.因工藝需要,電極伸長300mm時,氣壓調節最大值<≤0. 3Mpa,避免電極發生永久變形。6.優質發熱管焊接設備焊接完,切斷冷卻水,將氣壓調節器徹底排凈,關電源。

優質發熱管焊接設備的使用方法焊接時應先調節電極桿的位置,使電極剛好壓到焊件時,電極臂堅持互相平行。通電后電源指示燈應亮,電極壓力大小可調整繃簧壓力螺母,改動其緊縮程度而取得。在完成上述調整后,可先接通冷卻水后再接通電源準備焊接。發熱管焊接設備廠家焊接過程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,壓下腳踏板時,電源觸頭開關接通,變壓器開端工作次級回路通電使焊件加熱。當焊接一定時間后松開腳踏板時電極上升,借繃簧的拉力先堵截電源然后恢復原狀。

需檢查一下優質發熱管焊接設備的設備運行是否正常,通電后運行一段時間,仔細調查,假如沒有異常則說明設備功能正常。檢查一下點焊機的點焊針是否在同一水平面上,并且有沒有發生氧化現象,或者是燒黑現象,如有的話,可以用砂紙打磨點焊針。在運用發熱管焊接設備廠家時,調查點焊的產品沒有炸火和燒黑的現象,如有,需要對點焊機進行調試。在點焊的過程中,不要隨便調動點焊機和罕見之間的高度等其他數據。每運用一個小時就需要用砂紙打磨點焊針,這樣是為了除去點焊機在作業時發生的氧化物。

發熱管焊接設備廠家系選用雙面雙點過流焊接的原理,作業時兩個電極加壓工件使兩層金屬在兩電極的壓力下構成必定的觸摸電阻,而焊接電流從一電極流經另一電極時在兩觸摸電阻點構成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構成回路,不傷及被焊工件的內部結構。優質發熱管焊接設備點焊的工藝進程為開通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構成熔核;斷電后堅持壓力,使熔核在壓力下冷卻凝固。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
