




手 機(jī):15112316407
Q Q:272794434
網(wǎng) 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)村工業(yè)路22號(hào)101室

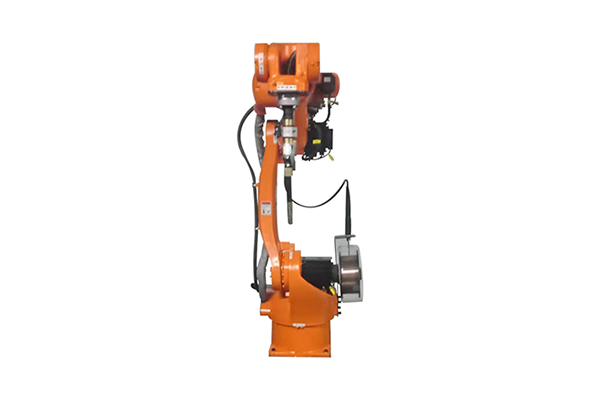
供應(yīng)機(jī)器人焊接安裝前需要對(duì)設(shè)備的零件進(jìn)行簡(jiǎn)單的檢查,如果有破損、開(kāi)裂、老化的現(xiàn)象,都需要及時(shí)的向原廠家進(jìn)行退換。點(diǎn)焊機(jī)的零件是徹底成一體的,任何一個(gè)環(huán)節(jié)出錯(cuò),都會(huì)牽一發(fā)而動(dòng)全身,導(dǎo)致機(jī)器無(wú)法運(yùn)作。在檢查完零件的完整度后,就可以進(jìn)行相應(yīng)的安裝工作了。安裝的時(shí)分,機(jī)器人焊接廠家請(qǐng)有經(jīng)驗(yàn)的人,也需要按照隨設(shè)備購(gòu)買(mǎi)而贈(zèng)送的說(shuō)明書(shū)進(jìn)行操作,避免呈現(xiàn)一些當(dāng)?shù)劐e(cuò)裝、銜接不緊固的現(xiàn)象。安裝后的鍍鋅板點(diǎn)焊機(jī)也不能忙著投入到工作中去,要事先進(jìn)行簡(jiǎn)單的試機(jī)工作。

供應(yīng)機(jī)器人焊接的使用方法焊接時(shí)應(yīng)先調(diào)節(jié)電極桿的位置,使電極剛好壓到焊件時(shí),電極臂堅(jiān)持互相平行。通電后電源指示燈應(yīng)亮,電極壓力大小可調(diào)整繃簧壓力螺母,改動(dòng)其緊縮程度而取得。在完成上述調(diào)整后,可先接通冷卻水后再接通電源準(zhǔn)備焊接。機(jī)器人焊接廠家焊接過(guò)程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,壓下腳踏板時(shí),電源觸頭開(kāi)關(guān)接通,變壓器開(kāi)端工作次級(jí)回路通電使焊件加熱。當(dāng)焊接一定時(shí)間后松開(kāi)腳踏板時(shí)電極上升,借繃簧的拉力先堵截電源然后恢復(fù)原狀。

在機(jī)器人焊接廠家焊接時(shí),有以為人往往誤焊點(diǎn)越多越牢固,其實(shí)焊點(diǎn)越多越不牢固,悍點(diǎn)質(zhì)量會(huì)變得很差。造成這種問(wèn)題的原因便是焊點(diǎn)的分流現(xiàn)象,分流跟資料的電阻率和導(dǎo)電通路有關(guān),實(shí)際上每一個(gè)焊點(diǎn)都是電流通路,一般供應(yīng)機(jī)器人焊接接時(shí),在構(gòu)成第一個(gè)焊點(diǎn)后,第N個(gè)焊點(diǎn)焊接時(shí)電極接觸工件時(shí)的電阻遠(yuǎn)遠(yuǎn)小于到前一個(gè)焊點(diǎn)的電阻,所以分流很小,可以構(gòu)成很好的焊點(diǎn),當(dāng)然如果間距太小分流夠大的話 ,下個(gè)焊點(diǎn)的質(zhì)量會(huì)遠(yuǎn)遠(yuǎn)低于前一個(gè)焊點(diǎn)的焊接質(zhì)量。

需檢查一下供應(yīng)機(jī)器人焊接的設(shè)備運(yùn)行是否正常,通電后運(yùn)行一段時(shí)間,仔細(xì)調(diào)查,假如沒(méi)有異常則說(shuō)明設(shè)備功能正常。檢查一下點(diǎn)焊機(jī)的點(diǎn)焊針是否在同一水平面上,并且有沒(méi)有發(fā)生氧化現(xiàn)象,或者是燒黑現(xiàn)象,如有的話,可以用砂紙打磨點(diǎn)焊針。在運(yùn)用機(jī)器人焊接廠家時(shí),調(diào)查點(diǎn)焊的產(chǎn)品沒(méi)有炸火和燒黑的現(xiàn)象,如有,需要對(duì)點(diǎn)焊機(jī)進(jìn)行調(diào)試。在點(diǎn)焊的過(guò)程中,不要隨便調(diào)動(dòng)點(diǎn)焊機(jī)和罕見(jiàn)之間的高度等其他數(shù)據(jù)。每運(yùn)用一個(gè)小時(shí)就需要用砂紙打磨點(diǎn)焊針,這樣是為了除去點(diǎn)焊機(jī)在作業(yè)時(shí)發(fā)生的氧化物。

供應(yīng)機(jī)器人焊接是依據(jù)電容儲(chǔ)能迅速放電,輸出大電流來(lái)完成焊接。因?yàn)殡娙輧?chǔ)能瞬間放電輸出大電流的特點(diǎn),焊接工件外表痕跡很小,產(chǎn)品美觀。機(jī)器人焊接廠家采用電容貯存能量而在瞬間釋放出大電流,對(duì)電網(wǎng)沖擊小;因?yàn)楹附訒r(shí)間短、中頻點(diǎn)焊機(jī)電流大,使得因?yàn)楹附舆^(guò)程所發(fā)生的熱量引起工件過(guò)熱氧化和變形等狀況減少至最小;焊接壓力可以經(jīng)過(guò)壓簧調(diào)整設(shè)定;能焊接鐵金屬、不銹鋼,也能焊接銀、銅、鋁等難焊金屬以及非相同金屬之焊接。
如何避免點(diǎn)焊前期發(fā)生飛濺呢?咱們需要加強(qiáng)供應(yīng)機(jī)器人焊接的清理,每次在運(yùn)用前后都對(duì)焊機(jī)工作臺(tái)和焊接物進(jìn)行清洗,確保焊接物的整潔潔凈。機(jī)器人焊接廠家在焊接過(guò)程中要注意到預(yù)壓,假如可以的話,推薦運(yùn)用增加預(yù)熱電流來(lái)減慢加熱的速度。假如是在點(diǎn)焊后期發(fā)生了飛濺,那又是什么原因?qū)е碌哪?這可能是因?yàn)辄c(diǎn)焊時(shí)壓力太大,超過(guò)了電極壓力的范圍內(nèi),導(dǎo)致塑性環(huán)突破,造成了飛濺,咱們可以采用縮短通電時(shí)刻和減小電流的方法來(lái)避免飛濺。
手機(jī):15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮(zhèn)農(nóng)場(chǎng)工業(yè)路22號(hào)101室

微信號(hào)
