




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

1、二保焊自動焊接設備低價銷售焊接質量,中頻溝通點焊機是將工頻(50Hz)溝通變換為中頻(數百Hz)溝通輸出,時間分辨率比工頻進步,控制精度進步;逆變直流點焊機的逆變頻率較高,控制精度更高。中頻溝通點焊機輸出電流受次級輸出回路變化影響大,逆變直流電阻點焊機不受影響。2、采購二保焊自動焊接設備焊接速度,兩種焊機焊接速度挨近,但由于熱效率的不同,逆變直流電阻點焊機要快些。在焊接電流要求較大的場合,首推逆變直流電阻點焊機。3、節能效果,中頻溝通點焊機變壓器損耗較工頻溝通點焊機大大降低。
二保焊自動焊接設備低價銷售接完之后可以采用探傷和射線等無損檢測方法。將扁平的鐵條或許螺絲刀刺進中頻點焊機焊接的兩塊金屬之間,在鐵條或許螺絲刀的尾部施加壓力,在金屬板之間形成2.5--3.5毫米的空隙,假如此時焊點正常,則闡明是正常的焊點,采購二保焊自動焊接設備焊接作用良好;假如板材薄厚不一致,則撬開的距離應掌握在1.5-2. 5毫米之間,假如堅持撬開則破壞了焊點。2、破壞實驗就更為便當了,通常是是撬和扭,稱之為歪曲實驗或是撕裂實驗,很直觀能看出焊點焊接的牢不牢固。有一點需要留意的是做完后應去除焊渣。

1、二保焊自動焊接設備低價銷售準備足夠的油,氣動二聯體有必要每天查看是否缺油,并及時彌補;2、漏氣檢修,在閃光焊機停止工作的狀態下(電極上升狀態)氣壓為5kgf/cm時,若自排氣口漏氣達1L/分,應及時對機器部件查看。3、電極頭端部整形,電極點部形狀是一項重要焊接條件,上下電極點部配合是否恰當,會直接影響各焊點的焊接作用。若采購二保焊自動焊接設備兩焊頭接觸面貼合不緊實,則會形成部分焊點不能焊接。4、緊固銜接處的檢修,閃光焊接變壓器次級側、次級導體及電極臂導電板的銜接處要一年拆卸兩次,并打磨銜接部位。

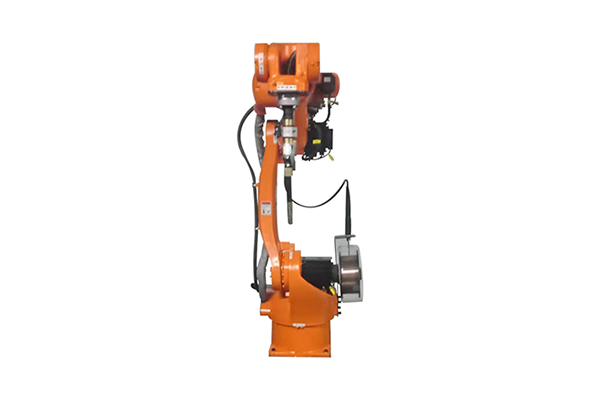
二保焊自動焊接設備低價銷售是現在使用十分廣泛的一個電阻焊類別,如何選擇一臺適用的、性價比高的采購二保焊自動焊接設備,是很多用戶十分關懷的的問題!這方面客戶面臨的選項有:品牌、方式、規格、價格等。首要,您要有自己的預算和定位。這點很關鍵,您打算花多少錢來解決您的焊接問題或滿意您的生產需求,基本上決定了選型的方向。其次,明確自己的焊接要求。一般對焊接件的要求反應在如下幾個方面:焊接強度(拉力、扭力、推力、剪切力等)、外觀(變形、變色)、焊接效率。

1.采購二保焊自動焊接設備現場使用的,應設有防雨、防潮、防曬的機棚,并應裝設相應的消防器材;2.焊接現場10m范圍內,不得堆積油類、木材、氧氣瓶、乙炔發生器等易燃、易爆物品:3.焊接操作及配合人員有必要按規定穿戴勞作防護用品。并有必要采取避免觸電、高空墜落、瓦斯中毒火災等事故的安全措施;4.次級抽頭聯接銅板應壓緊,接線柱應有墊圈。二保焊自動焊接設備合閘前,應詳細查看接線螺帽、螺栓及其他部件并承認完好完全、無松動或損壞。接線柱處均有保護罩。

首先電極資料一般可以分為采購二保焊自動焊接設備電極、凸焊電極及釬焊電極。二保焊自動焊接設備低價銷售的材料一般是洛鋯青銅,或者是鈹銅。使用中要注意:1、中頻點焊機有必要常常修磨,保證平整度,表面潤滑不粗糙,及電極頭的直徑一-般在3-6毫米;2、凸焊電極的平整度要求就更高,要常常測試保證焊接質量;3、釬焊電極除了保證平整度外,注意不要我工件操作避免壓壞電極中頻點焊機還得有一定剛性,避免壓力下板材變形;4、根據釬焊焊接時的特性,- 般也有用合金刀頭做釬焊電極的,實踐應用中我們多試試吧。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
