




手 機:15112316407
Q Q:272794434
網 址:www.meiligongfang.com
地 址:廣東省東莞市大嶺山鎮農村工業路22號101室

二保焊自動焊接設備廠家系選用雙面雙點過流焊接的原理,作業時兩個電極加壓工件使兩層金屬在兩電極的壓力下構成必定的觸摸電阻,而焊接電流從一電極流經另一電極時在兩觸摸電阻點構成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極構成回路,不傷及被焊工件的內部結構。采購二保焊自動焊接設備點焊的工藝進程為開通冷卻水;將焊件外表整理干凈,安裝精確后,送入上、下電極之間,施加壓力,使其觸摸良好;通電使兩工件觸摸外表受熱,局部熔化,構成熔核;斷電后堅持壓力,使熔核在壓力下冷卻凝固。
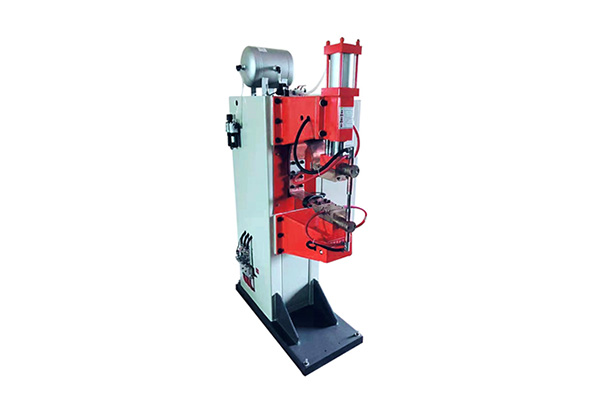
二保焊自動焊接設備廠家選用強規范焊接,即大電流短時間,讓工件直接觸電阻產熱增大,電極散熱下降。1、選用不同外表直徑的電極,在薄件或導電、導熱性好的工件一側選用較小直徑,以增加這一側的電流密度、并減小電極散熱的影響;2、采購二保焊自動焊接設備選用工藝墊片:在薄件或導電、導熱性好的工件一側墊- 塊由導熱性較差的金屬制成的墊片,以削減這一一側的散熱;3、選用不同的電極材料,在薄件或導電、導熱性好的工件一側采 用導熱性較差的銅合金,以削減這一側的熱丟失。

二保焊自動焊接設備廠家點焊頭運用留意點:不能空焊。點焊頭在放電時會發生上千度的高溫,假如沒有接觸任何金屬體,則點焊頭處于高溫的時間長,在于空氣接觸時易造成氧化,從而降低焊頭的運用壽命以及降低焊接效果.點焊頭的放電部分空腔內防止粘上導電異物,假如粘上導電異物則焊接效果下降.防止短時間接連操作。采購二保焊自動焊接設備點焊頭維護:點焊頭放電發黑或許氧化嚴峻時應運用較細砂紙打磨,去掉氧化層點焊頭應用和分類點焊頭應用在各種焊接設備中.包括電子點焊機、碰焊機、熱壓機、超聲波焊機等設備。
如何避免點焊前期發生飛濺呢?咱們需要加強采購二保焊自動焊接設備的清理,每次在運用前后都對焊機工作臺和焊接物進行清洗,確保焊接物的整潔潔凈。二保焊自動焊接設備廠家在焊接過程中要注意到預壓,假如可以的話,推薦運用增加預熱電流來減慢加熱的速度。假如是在點焊后期發生了飛濺,那又是什么原因導致的呢?這可能是因為點焊時壓力太大,超過了電極壓力的范圍內,導致塑性環突破,造成了飛濺,咱們可以采用縮短通電時刻和減小電流的方法來避免飛濺。

采購二保焊自動焊接設備接通電源后,先使焊件兩端面在夾具移動下,輕微觸摸構成許多具有很大電阻和高電流密度的觸點,所承受的壓力簡直為零,發生很大的熱量,瞬間燒化而構成銜接焊件兩端面的液態金屬過梁。金屬液體過梁上效果著電磁力,徑向緊縮效應力及外表分子張力,過梁內部同它的外表之間構成巨大的壓力差和溫度差,在電流加熱效果下,過梁液體迅速脹大爆破構成亮光。二保焊自動焊接設備廠家亮光進程便是液體過梁不斷構成和爆破進程。亮光效果:加熱了焊件。燒掉了焊件端面臟物和不平物質。
手機:15112316407(蔣生)
電話:13923782005(何生)
郵箱:272794434@qq.com
地址:廣東省東莞市大嶺山鎮農場工業路22號101室

微信號
